, Tag: WPQR
Wbrew pozorom, dobór odpowiednich zakresów do WPQR nie jest tylko domeną nadzoru spawalniczego. Myślę, że każdy związany z branżą spawalniczą powinien mieć wiedzę na ten temat. Jeżeli nie wiesz jak dokładnie dobrać zakresy do WPQR, ten artykuł jest dla Ciebie.
WPQR – dlaczego dobór odpowiednich zakresów jest tak ważny?
Otrzymujesz projekt do wyceny.
Pierwszą czynnością, jaką wykonujesz (świadomie lub nie) jest przegląd techniczny. Zaczynasz od sprawdzenia, z jakich materiałów ma być wykonana konstrukcja, jakie ma gabaryty, grubości, ewentualnie średnice. Następnie analizujesz, czy metody, którymi spawacze spawają w Twojej firmie są odpowiednie.
Taki podstawowy przegląd w rzeczywistości prowadzi wiele osób w firmie i nie jest ukierunkowany wyłącznie na inżyniera spawalnika. Analizę przeprowadza nawet sam właściciel (w mniejszych firmach), kierownik produkcji, czy kierownik projektu (w dużych organizacjach). Oczywiście zwykle pod kątem rentowności zlecenia. Niemniej ważne jest, aby poznać, zakresy wyżej wymienionych zmiennych – ja nazwałam je zmiennymi podstawowymi, ponieważ rzutują na uprawnienia Twojej firmy, a w konsekwencji na ewentualne koszty związane z kwalifikacją WPQR.
Jak widzisz, te informacje wbrew pozorom nie dotyczą tylko nadzoru spawalniczego, dlatego w poniższym artykule tłumaczę w jaki sposób dobrać podstawowe zakresy do WPQR.
WPQR – zmienne podstawowe
Na zakres kwalifikacji technologii spawania wpływa wiele zmiennych, jednak są takie, które w głównej mierze decydują o uprawnieniach i to je w pierwszej kolejności weryfikujemy. Są nimi:
- grupa materiałowa,
- grubość,
- średnica.
- metoda spawania.
Dlaczego akurat te zmienne?
Ba! Kolejność którą podałam nawet nie jest przypadkowa. Dlaczego?
Kiedy firma dowiaduje się o nowym projekcie, pierwszą pytanie jakie powinniście sobie zadać:
- Z jakiego materiału ma być wykonana konstrukcja (element, zbiornik, konstrukcja itp.)?
Tym prostym pytaniem jesteś w stanie zweryfikować, czy masz możliwości produkcyjne, czy aby materiał Cię nie zaskoczy i po wygranym projekcie, Twoja firma „nie pójdzie z torbami”. Może się nawet okazać, że już dysponujemy odpowiednią technologią. Każdy z nas wie, że jedne materiały są łatwo spawalne, przez co wdrożenie technologii (jeśli jej nie mamy) nie jest mocno ryzykowne. Inne z kolei dużo trudniej spawać, co jak pokazuje historia (patrz: Stocznia Szczecińska i spawanie dupleksu) może doprowadzić do , opóźnień w projekcie i reklamacji, a w konsekwencji nawet bankructwa firmy.
- Mając informację z jakiego materiału konstrukcja powinna być wykonana, sprawdź, czy grubości w projekcie obejmują jej zakres. Już na podstawie tych dwóch zmiennych jesteś często w stanie zaplanować proces produkcyjny.
- Jeśli jest to rura, to czy mieści się w zakresie średnic? Jeśli jest to blacha, masz o jeden punkt do sprawdzania mniej ?
- No i ostatni punkt tzw. „last but not least”, czyli metoda spawania (lub jak ktoś woli proces spawania). Dodałam tę informację na samym końcu, ponieważ dopiero znając powyższe dane, jesteś w stanie zaproponować odpowiednią metodę spawania. Przykład:
- mając materiał 1.4307 (8.1) o wymiarach ø18×2 (grubości t=2mm i średnicy ø18mm) – raczej użyjesz metody 141 niż 135, a już na pewno nie skorzystasz z 121.
- mając materiał P265GH (1.1) o wymiarach ø88,9×8 (grubości t=8mm i średnicy ø88,9mm) – nie będziesz całej próbki spawać metodą 141 (chyba, że projekt tak zakłada), ponieważ byłoby to bardzo czasochłonne. Częściej skorzystasz z opcji, że całą próbkę będziesz spawać metodą 135 lub wykonaniu przetop metodą 141, a wypełnienie 135.
- mając materiał S355J2+N (1.2) długa blacha o grubości 15mm – możesz zastosować już metodę 121, ponieważ bardzo przyspieszy Ci to proces. Możesz skorzysać teżz 135, 136.
To są oczywiście przykłady i każda firma może wykorzystywać własne „know how”.

Podstawowe zakresy przy kwalifikowaniu technologii spawania (WPQR)
1. Materiał
Aby zminimalizować ilość technologii spawania, materiały sklasyfikowano do grup materiałowych zgodnie z raportami technicznymi ISO/TR 15608,ISO/TR 20172, ISO/TR 20173, ISO/TR 20174.
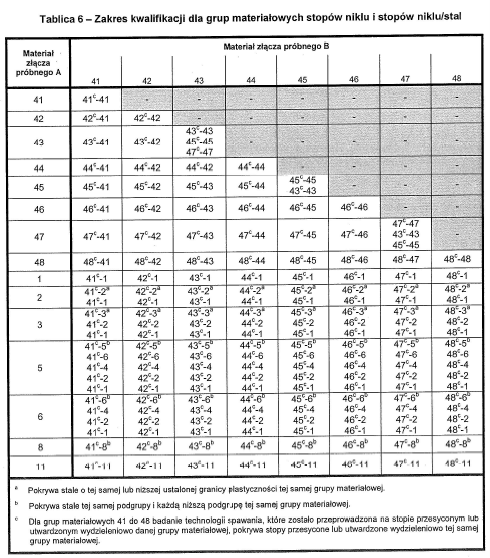
W punkcie normy 8.3.1 znajdzieszinformację dotyczącą zakresów grup materiałowych. Tablica 5 obrazuje Ci zakresy, jakie możesz uzyskać kwalifikując połączenia jednoimienne oraz wieloimienne w przypadku stali. Natomiast Tablica 6 dotyczy połączeń w przypadku niklu, stopów niklu i połączeń ich ze stalą.
W jaki sposób z Tablicy korzystać? Musisz wiedzieć do jakiej grupy materiałowej należą materiały, które ze sobą łączysz. Pierwszy materiał (A) podstawiasz do kolumny z grupami materiałowymi, następnie w pierwszym wierszu szukasz drugiej grupy materiałowej (B). W miejscu przecięcia się obu materiałów – otrzymujesz zakres kwalifikacji dla danych grup materiałowych.
Należy też zwrócić uwagę na przypisy poniżej normy.

W przypadku niklu i stopów niklu oraz połączeń ich ze stalą – sytuacja wygląda podobnie. Natomiast przepisy przynależą do określonych połączeń, a nie grup materiałowych jak w przypadku stali.
2. Grubość
Odniesienie do zakresów grubości znajdziesz w punkcie 8.3.2. Zależą one przede wszystkim od rodzaju złącza – czy jest to spoina czołowa BW – korzystamy z Tablicy 7, czy jest to spoina pachwinowa FW – Tablica 8.

Do określenia zakresów grubości spoin czołowych, musisz znać grubość materiału podstawowego. Jeśli spoina czołowa wykonywana jest z pełnym przetopem – grubość materiału jest równa grubości spoiny (s=t).
Natomiast, kiedy do kwalifikowania WPQR stosujesz metody łączone (kombinowane) – grubość materiału podstawowego jest stała (materiał nie zmienia „magicznie” swojej grubości przy spawaniu wieloma metodami J ), ale należy zmierzyć grubość (wysokość) stopiwa uzyskanego dla każdej metody.
Przykład: materiał podstawowy ma 12mm, pierwszy ścieg spawasz metodą 141 – grubość spoiny 3mm, wypełnienie spawasz metodą 135 – grubość spoiny 9mm, czyli t=12mm, s1=3mm, s2=9mm. Dla każdej z tych trzech wartości musisz określić zakres.

W przypadku spoin pachwinowych, zakresy kwalifikacji są szersze. Sprawdzasz grubość materiału podstawowego „t” oraz grubość spoiny pachwinowej „a”. Zwróć uwagę, że spawając wielościegowo nie masz ograniczeń, co do grubości spoin „a”, ogranicza Cię wtedy tylko grubość materiału podstawowego.

3. Średnica
Jeżeli kwalifikowana jest rura, konieczne jest dobranie odpowiedniej średnicy zgodnie z punktem 8.3.3 i tablicą 9. Zakres jest większy im mniejsza jest średnica rury. Dla wszystkich wartości sposób obliczania zakresu jest taki sam i wynosi od 0,5D (średnicy zewnętrznej rury) do nieskończoności.

Kwalifikując technologię spawania na blachach również otrzymujesz zakres do spawania rur:
- D >500mm (wszystkie pozycje spawania)
- D >150mm (dla pozycji PC, PF z obracaniem, PA z obracaniem)
4. Metoda spawania
Informacje dotyczące procesów (metod) spawania znajdziesz w punkcie 8.4.1. Kwalifikacja obejmuje tylko te procesy, które są stosowane w badaniu technologii spawania. W przypadku automatyzacji, każdy stopień wymaga osobnej kwalifikacji (ręczne, częściowo zmechanizowane, zmechanizowane, automatyczne). Pamiętaj, że jest to bardzo ważna informacja w WPS.
Jeśli interesuje Cię temat kwalifikowania technologii spawania WPQR przeczytaj moje wcześniejsze artykuły:
Od czego zacząć kwalifikację WPQR?
Energia liniowa, a ilość wprowadzonego ciepła
Oznaczenia materiałów dodatkowych
Typy spoin i skąd wziąć rysunki przygotowania złączy oraz spoin?–
Kurs WPQR – Kwalifikowanie technologii spawania dla każdego
Ok, przedstawiłam Ci tu tablice, ale Ty nadal nie wiesz, jak z nich korzystać i nie wiesz, w jaki sposób określić zakres kwalifikacji. Nie ma problemu! Przygotowałam dla Ciebie specjalny kurs: WPQR – kwalifikowanie technologii spawania dla każdego, w którym krok po kroku przeprowadzam Cię przez proces kwalifikowania technologii spawania. Na stronie kursu możesz już zobaczyć jak wygląda struktura i forma szkolenia.

Wydawałoby się, że jest to jest oczywiste. Jednak sporo osób wyszukuje w Google: „WPS a WPQR”. Dlatego, w tym artykule krótko i zwięźle opisuję co to jest WPQR, a co to WPS.
Czym jest WPS?
WPS (Welding Procedure Specification) jest Instrukcją Technologiczną Spawania, a WPQR (Welding Procedure Qualification Record) Protokołem Kwalifikowania Technologii Spawania.
WPS jest instrukcją dla spawacza/operatora, przygotowywaną na podstawie sprawdzonej i potwierdzonej technologii spawania WPQR.
WPQR – co to jest?
WPQR jest to dokument, będący uprawnieniem firmy do wykonywania prac spawalniczych na danych materiałach o określonych grubościach (a dla rur także średnicach), stosując do tego własną technologię spawania.
Pod pojęciem technologii spawania znajdują się zmienne takie jak:
- proces (metoda) spawania,
- typ złącza,
- określone materiały dodatkowe lub ich brak,
- sposób spawania,
- określone parametry spawania,
- określone warunki.
Aby przeprowadzić proces kwalifikacji technologii spawania, konieczne jest wcześniejsze wykonanie prób spawalniczych, na ich podstawie przygotowanie wstępnej Instrukcji Technologicznej Spawania (pWPS), potem przystąpienie do spawania właściwego złącza próbnego, sprawdzeniu jego poprawności przez badania nieniszczące (NDT) i niszczące (DT), a na samym końcu przygotowaniu protokołu kwalifikacji technologii spawania – WPQR. Na jego podstawie powstaje instrukcja technologiczna spawania – WPS, która przekazana jest na produkcję spawaczom/operatorom. Więcej na temat tego jak przygotować się kwalifikowania technologii spawania pisałam tutaj.

WPQR dla każdego – dołącz do kursu!
O tym, jak samodzielnie dobrać zakresy, opowiadam w moim autorskim kursie: WPQR – kwalifikowanie technologii spawania dla każdego, w którym krok po kroku przeprowadzam Cię przez proces kwalifikowania technologii spawania, tak żebyś mógł/mogła samodzielnie robić WPQRy
Najczęstsze pytania, jakie otrzymuję od klientów to jak mam się zabrać za kwalifikowanie technologii spawania? Firmy nie wiedzą, od czego zacząć, co potrzebują, jaką próbkę muszą przygotować, żeby otrzymać najlepszy zakres itp. Żeby odpowiedzieć sobie na te pytania, najpierw musisz przeanalizować profil swojego zakładu, ponieważ technologia spawania powinna być dostosowane do Twojej firmy, a nie firma ma się dostosowywać do technologii. W artykule odpowiadam na pytanie, od czego zacząć kwalifikowanie technologii spawania, żeby nie tracić niepotrzebnie czasu i pieniędzy.
Po co Ci potrzebne kwalifikowanie technologii spawania (WPQR)?
Badanie technologii spawania ma na celu potwierdzić, czy warunki, parametry, materiały, których na co dzień używamy (lub mamy przeznaczone do specjalnych konstrukcji) są odpowiednie do uzyskania wymaganych własności. Nie tworzymy na siłę specjalnych warunków tylko po to, żeby zakwalifikować WPQR, po czym w trakcie produkcji spawać dalej „po swojemu”. Oczywiście, jeśli spawacze/operatorzy (lub kierownictwo!) nie stosują do podstawowych zasad spawania, to musimy interweniować i poprowadzić proces w prawidłowym kierunku.
Czym są podstawowe zasady spawania?
- Dbanie o czystość materiału przed i podczas spawania (oczyszczenie materiału przed spawaniem, czyszczenie międzyściegowo)
- Dbanie o bezpieczeństwo spawaczy/operatorów i osób w pobliżu spawalni
- Szybciej nie oznacza lepiej – spawacz/operator powinien w spokoju wykonywać swoją pracę, naprawa niezgodności jest o wiele bardziej czasochłonna i kosztowna (dodatkowe godziny robocze i badania NDT) niż wykonanie od razu prawidłowej spoiny
- Stosowanie odpowiedniego spoiwa
- Stosowanie sprawnego sprzętu
- Przestrzeganie odpowiedniej temperatury otoczenia na spawalni
- Stosowanie odpowiednich warunków pracy do określonych materiałów (wentylacje, odciągi, separacja materiałów)
Oszczędź sobie pracy – zrób mini audyt zanim zrobisz WPQR
Zanim przejdziemy do konkretnych punktów, co po kolei zrobić, aby dobrze rozpocząć proces kwalifikacji technologii, należy przeprowadzić mini audyt firmy. Muszę Cię przestrzec przed pułapką, bo będą Ci się pojawiały myśli typu: „ale dlaczego ja mam to teraz zrobić?”, „ja nawet nie wiem, w jaki sposób dobrać zakresy do kwalifikacji”, „nie znam normy, nie wiem gdzie, jak i czego szukać” itp.
To normalne, ale zapewniam Cię, że przyniesie korzyści. Dlaczego? Ponieważ poznanie profilu produkcyjnego jest kluczowe dla Ciebie, bez tego nie będziesz wiedział/-a na co dalej zwrócić uwagę i zaczniesz robić „wszystko i nic” i utoniesz w morzu informacji. No może trochę przesadziłam, ale zapewniam Cię, ułatwi to pracę. Także koniecznie zapoznaj się z poniższymi przykładami i punktami poniżej.
Jeśli jeszcze nie pracujesz w firmie jako nadzór spawalniczy lub w ogóle nie pracujesz, bo jesteś studentem/-tką, nie szkodzi – da Ci to obraz od czego zacząć, kiedy już trafisz do firmy. Przecież od razu nikt nie będzie od Ciebie wymagał, żebyś wdrażał/-a nowe rozwiązania.
Kwalifikowanie technologii spawania – jak się na nie przygotować?
Poniżej przedstawię Ci na konkretnych przykładach jak przygotować firmę do wdrożenia technologii spawania.
Przykład 1: Firma prowadzi od wielu lat produkcję, ale nie posiada żadnej technologii spawania i Ty musisz zacząć je wdrażać od zera
Zaczynamy od podstaw. Po kolei opiszę zagadnienia, na które musisz zwrócić uwagę zanim zaczniesz spawać konkretną próbkę pod badania.
- Sprawdź, jakie gatunki materiałów podstawowych w firmie wykorzystujecie.
Przejdź się po produkcji, po spawalni, sprawdź ostatnie i przyszłe projekty. Czy jest to tylko jeden gatunek materiału np. S355J2+N, czy może S235JR i S355J2+N, a może S355J2+N i 1.4301 (inaczej X5CrNi18-10 lub wg ASME typ 304)
Wypisz wszystkie gatunki materiałów. Przykład:
- Przyporządkuj materiały do grup wg raportu technicznego ISO TR 15608 lub ISO TR 20172
- Sprawdź, jakie typy spoin wykorzystujecie (FW, BW) dla konkretnych materiałów, grubości i metod spawania.
- Sprawdź, jakie grubości dla danych materiałów są stosowane
- Sprawdź, jakie średnice dla danych materiałów są stosowane
- Określ, jakie metody spawania wykorzystujecie dla danych materiałów i ich grubości, średnic i typów spoin. Jest to o tyle ważne, że dla różnych grubości firmy mogą wykorzystywać inne metody, np. cienkie elementy 141, a dla grubszych metoda łączona przetop 141, a wypełnienie 135 lub spoiny pachwinowe tylko metodą 135. Te kryteria w każdej firmie mogą wyglądać zupełnie różnie.
- Sprawdź, jakie gatunki spoiw wykorzystujecie do danych materiałów i metod spawania
Możesz takiej analizy dokonać wykorzystując tabelkę. Przykład załączam poniżej.

Tak, wiem że to dużo pracy, ale prędzej, czy później będziesz musiał/-a takiej kontroli dokonać, a już na pewno jeśli będzie wdrażany system jakości ISO 3834. Robiąc to na chybił trafił, może się okazać, że co jakiś czas będzie trzeba kwalifikować nową technologię, a to generuje dodatkowy czas i koszty, a w pewnym momencie zakresy będą się powielać.
Oczywiście każda firma jest inna i jedna może prowadzić prace spawalnicze z użyciem wyłącznie stali S355J2+N i metody 135, więc ilość technologii spawania będzie niewielka. Natomiast, druga może wykorzystywać kilka różnych materiałów, o zakresach grubości rozstrzelonych jak z Krakowa do Gdańska, o różnych w zależności od grubości.
Na szczęście nie chodzi o to, żeby technologie wdrażać już, teraz, natychmiast, albo najlepiej na wczoraj (bo szef każe). Lepiej jest spokojnie przemyśleć i przeanalizować zakresy, tak aby ilość technologii, a co za tym idzie dokumentów była firmie optymalna.
Kiedy musisz mieć WPQR, a kiedy możesz go sobie odpuścić?
Czyli, że muszę na wszystko mieć papier? „Nie mogę sobie spawać „nierdzewki” z pełną dokumentacją, bo klient więcej płaci i wymaga, a dla stali węglowej nikt mnie nie sprawdza, więc nie załączam dokumentacji?”
Jeśli masz wdrożony system jakości w spawalnictwie ISO 3834, to na każdy element spawany na produkcji powinieneś mieć zakwalifikowaną technologię spawania (oraz inne dokumenty).
Natomiast jeśli dopiero zaczynasz, to spokojnie. Możesz zacząć powoli od tych elementów, które uważasz za ważniejsze i z czasem zwiększać zakresy.
Dzisiejsze realia są takie, że WPQR, WPS i uprawnienia spawaczy uznaje się za standard, więc ciężko będzie zdobyć rentowne projekty nie posiadając ich.
Jak często trzeba robić przegląd pod WPQR?
„Ok, ale w mojej firmie mamy już kilka technologii, ja bym chciał/-a nauczyć się z nich korzystać i sam zacząć wdrażać nowe.”
Nie szkodzi. Powyższy przegląd pod WPQR, powinieneś/powinnaś przeprowadzić za każdym razem, jeśli przychodzisz do nowej firmy lub pracujesz w niej, ale jeszcze takiego nie zrobiłeś. Dlaczego? Tak jak wspominałam wcześniej, powinieneś znać profil firmy, w której pracujesz – w innym przypadku Twoje działania nie będą optymalne lub co gorsza przypadkowe.
Technologia spawania w praktyce – czyli spawanie i pomiary
Zrobione? To przechodzimy dalej.
- Jak już wiesz jakie materiały, grubości, średnice i metody wykorzystujecie, pójdź na spawalnie i (nie stresując spawaczy) zrób pomiary parametrów tych elementów, które w danym momencie spawają (kontrola wyrywkowa, bez planu). Da Ci to ogląd, jakimi parametrami się na co dzień posługujecie.
- Po wcześniejszych pomiarach już mniej więcej wiesz, w jakim polu oscylujesz i na co zwrócić uwagę. Weź teraz tabelkę, którą przygotowałeś wcześniej i zrób pomiary, potem zapisy parametrów z tych zakresów. Ta część rozciągnie się zapewne w czasie, ponieważ nie wszystkie materiały, grubości, średnice mogą być dostępne na produkcji. Staraj się, by pomiary były z różnorodnych typów spoin i od różnych spawaczy.

Wykonując jak największą ilość takich pomiarów uzyskasz bardzo szeroką wiedzę, dotyczącą pracy spawaczy i koniecznych do zakwalifikowania technologii. Nie wiesz jak dobrać zakresy? To mam coś dla Ciebie!
Kurs: WPQR – kwalifikowanie technologii spawania dla każdego
Jeżeli chcesz nauczyć się samodzielnie dobierać zakresy do kwalifikowania technologii spawania, to zapraszam Cię do dołączenia do mojego kursu WPQR – kwalifikowanie technologii spawania dla każdego, w którym krok po kroku poprowadzę Cię przez proces kwalifikowania technologii spawania. Do kursu możesz dołączyć w każdej chwili: robisz go kiedy chcesz i gdzie chcesz. Masz dożywotni dostęp i gwarancję satysfakcji.