, Autor: Łukasz Piątek
Jeżeli pracujesz w spawalnictwie na pewno spotkałeś się z pojęciami takimi jak temperatura podgrzewania wstępnego, temperatura międzyściegowa, temperatura utrzymania. Wartości temperatury podgrzewania oraz temperatury międzyściegowej znajdziesz w instrukcji technologicznej spawania, czyli WPS. Nasuwa się więc pytanie: co kryje się pod tymi pojęciami i jak prawidłowo zmierzyć te wartości, aby proces spawania był zgodny z kwalifikowaną technologią spawania? Niby prosta rzecz, ale czy na pewno? Zapraszam do lektury jeżeli chcesz sprawdzić lub poszerzyć swoją wiedzę w tym zakresie.
Temperatury przy spawaniu – definicje
Najlepszą pomocą w wyjaśnieniu tych pojęć będzie norma EN ISO 13916 „Spawanie – Wytyczne pomiaru temperatury podgrzania, temperatury międzyściegowej i temperatury utrzymania”.
Sam tytuł normy wskazuje czego możesz się spodziewać zaglądając do niej. Nie znajdziesz tam natomiast wytycznych do pomiaru temperatury obróbki cieplnej po spawaniu.
Przejdźmy do definicji, które opisuje punkt 2 normy EN ISO 13916:
- Temperatura podgrzania (Tp): temperatura elementu w strefie spawania bezpośrednio przed jakąkolwiek operacją spawalniczą. Na ogół określana jest jako minimalna temperatura i zwykle jest równa minimalnej temperaturze międzyściegowej.
Praktyczna wskazówka: W tym miejscu chciałbym zwrócić uwagę na fragment pierwszego zdania: <<(…) przed jakąkolwiek operacją spawalniczą. (…)>>. Podczas wykonywania spoin sczepnych również należy zachować rygor podgrzewania wstępnego zgodnie z WPS, o czym wiele osób nie zdaje sobie sprawy. Osobiście dodałbym również tutaj konieczność podgrzewania wstępnego materiału podczas operacji cięcia termicznego, ponieważ jest to również proces specjalny, o którym już pisałem w artykule o cięciu termicznym https://akademianovacert.pl/ciecie-termiczne-wg-en-1090-2-czy-potrzebny-ci-cpqr/ .
Na WPS temperatura podgrzewania wstępnego jest podana jako minimalna wymagana przez technologię. Wynika z tego, że spawacz nie może zacząć spawania dopóki ta minimalna temperatura nie zostanie osiągnięta w strefie spawania.
- Temperatura międzyściegowa (Ti): temperatura w spoinie wielościegowej i w przylegającym materiale podstawowym, bezpośrednio przed wykonywaniem kolejnego ściegu. Na ogół określana jest jako maksymalna temperatura.
Praktyczna wskazówka: Temperaturę międzyściegową mierzymy tylko w przypadku spoin wielościegowych. Drugim istotnym faktem jest, że pomiar wykonujemy bezpośrednio przed tym jak spawacz wykonuje kolejny ścieg, a nie po zaraz po zakończeniu spawania poprzedniego ściegu, co jest częstym błędem. Na WPS temperatura międzyściegowa podana jest jako maksymalna dopuszczalna przez technologię. Czyli spawacz nie może rozpocząć spawania kolejnego ściegu dopóki materiał nie ostygnie, co najmniej do poziomu wskazanego przez instrukcję.
- Temperatura utrzymania (Tm): minimalna temperatura w strefie spawania, którą należy utrzymać w przypadku przerwy w spawaniu.
Praktyczna wskazówka: Temperatura utrzymania nie zawsze podana jest na WPS, ale są materiały, które wymagają dużego rygoru podczas wykonywania złącza spawanego. Na przykład stale odporne na pełzanie przeznaczone do pracy w podwyższonych temperaturach. Poniżej zamieszczam schemat przebiegu cyklu cieplnego podczas spawania stali X10CrMoVNb9-1 typu P91 (gr. 6.4 wg ISO/TR 15608). To sztandarowy przykład, gdzie mamy do czynienia z koniecznością utrzymywania konkretnych wartości temperatur przez cały czas spawania, włącznie z przerwami:
1) Po spawaniu temperaturę złącza obniża się w kontrolowanych warunkach do 80 st. C, gdzie znowu czas utrzymania wynosi min. 2 godziny, tak aby zaszła przemiana martenzytyczna. W tym momencie nieodpuszczony materiał o strukturze martenzytycznej jest bardzo kruchy i złącze nie nadaje się do eksploatacji.
2) Aby uniknąć pęknięć zimnych w spoinie, od razu po przemianie martenzytycznej nagrzewa się złącze do temperatury wysokiego odpuszczania, w której to materiał utrzymuje się przez określony czas, aby dać mu czas na relaksację naprężeń (powiedzmy, że 2 min. na każdy mm grubości, ale nie mniej niż 60 min.).
3) Ostatnim etapem jest kontrolowane chłodzenie do temperatury pokojowej.

Jak właściwie wykonać pomiar temperatury podczas spawania?
Teorię już znasz, teraz więc przechodzimy do praktyki. Norma EN ISO 13916 wskazuje też, w jakim miejscu złącza powinnieneś wykonać pomiary, aby wyniki były miarodajne. Tutaj norma daje całkiem praktyczne wskazówki i można ją potraktować jako gotową instrukcję. Choć ma też pewne niedomówienia, o czym w dalszej części artykułu. Przytoczę teraz wskazówki z normy punkt po punkcie z moim komentarzem, żebyś miał gotową instrukcję do stosowania w praktyce.
1. Miejsce pomiaru, czyli gdzie mierzyć temperaturę przy spawaniu?
Dla materiałów grubości t<=50 mm temperaturę podgrzewania i utrzymania należy mierzyć na powierzchni elementu skierowanej w stronę spawacza w odległości A=4xt lecz nie większej niż 50 mm od wzdłużnej krawędzi rowka spawalniczego (schemat pomiaru wg rysunku 1, który znajduje się poniżej).
Dla materiałów grubości t>50 mm temperaturę podgrzewania i utrzymania należy zmierzyć w odległości minimum 75 mm od brzegów rowka spawalniczego (Komentarz autora: lub nawet więcej jeżeli wymaga tego specyfikacja – spotkałem się ze specyfikacją klienta, gdzie ta odległość wynosiła nawet 150 mm od brzegów rowka).
Dla materiałów grubości t>50 mm, jeżeli jest to możliwe pomiar temperatury podgrzewania i/lub utrzymania należy wykonać na powierzchni przeciwległej do powierzchni nagrzewanej. W przeciwnym razie temperaturę należy zmierzyć na powierzchni nagrzewanej po usunięciu źródła ciepła, lecz dopiero po wyrównaniu się temperatury przyjmując współczynnik około 2 min przetrzymania na każde 25 mm grubości materiału podstawowego.
Dla materiałów grubości t>50 mm, jeżeli stosuje się stałe elementy grzewcze i nie ma dostępu do przeciwległej powierzchni, aby móc zmierzyć temperaturę podgrzewania i/lub utrzymania, należy wykonać pomiar na dostępnej powierzchni materiału podstawowego, przylegającej bezpośrednio do obszaru spawania, lecz dopiero po wyrównaniu się temperatury przyjmując współczynnik około 2 min przetrzymania na każde 25 mm grubości materiału podstawowego.
Temperaturę międzyściegową należy mierzyć na powierzchni metalu spoiny lub przylegającego materiału rodzimego.

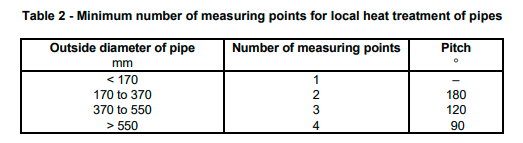
Praktyczna wskazówka: W normie EN ISO 13916 opisano w jakiej odległości od krawędzi złącza należy mierzyć temperaturę podgrzewania do spawania i temperaturę utrzymania i gdzie wykonać pomiar temperatury międzyściegowej. Nie wskazano jednak ile punktów pomiarowych wykonać na długości złącza, aby wynik był miarodajny. Pomiar musisz wykonać dokładniej w przypadku, gdy w Twojej technologii stosowane jest ręczne podgrzewanie palnikiem do spawania. Zalecam wtedy pomiar co 100 mm, w odległości od rowka spawalniczego jak wskazano na rysunku 1. W przypadku, gdy masz możliwość wykonania podgrzewania poprzez dedykowane urządzenia (oporowo lub indukcyjnie), można przy złączu rozmieścić termopary, które będą sterowały procesem podgrzewania i utrzymania temperatury. Minimalną liczbę punktów pomiarowych w takim wypadku określa norma EN ISO 17663, choć dotyczy ona stricte procesu obróbki cieplnej. Przykładowo dla rury średnicy zewnętrznej >550 mm, norma ta zakłada minimum 4 punkty pomiarowe rozmieszczone względem siebie co 90 stopni. Przekładając tę zasadę na złącza wykonane na blachach, taki punkt pomiarowy powinien znajdować się minimum co 400÷450 mm na długości złącza.
2. Czas przeprowadzenia pomiaru, czyli kiedy mierzyć temperaturę podczas spawania?
Temperaturę międzyściegową należy mierzyć w obszarze spawania bezpośrednio przed przejściem łuku.
Jeżeli temperatura utrzymania została określona, należy ją kontrolować przez okres, w którym nastąpiła przerwa w procesie spawania.
3. Środki pomiarowe, czyli czym mierzyć temperaturę podczas spawania?
W instrukcji technologicznej spawania zaleca się podać środki stosowane do pomiaru temperatury np.:
- Materiały czułe na temperaturę – ozn. TS (np. termokredki, farby). Praktyczna wskazówka: termokredki są bardzo przydatne i warto wyposażyć w nie spawaczy wykonujących złącza spawane. Działają one w ten sposób, że topią się w określonej przez producenta temperaturze. W praktyce wygląda to tak, że spawacz znaczy w strefie spawania punkty pomiarowe dwiema kredkami. Przykładowo kredka żółta – temperatura topnienia 100 st. C i kredka czerwona temperatura topnienia 250 st. C. Podgrzewając do spawania minimum 100 st. C zacznie się topić kredka żółta i jest to sygnał, że można rozpocząć spawanie. Przy osiągnięciu maksymalnej temperatury międzyściegowej 250 st. C zacznie się topić kredka czerwona, co będzie sygnałem do zaprzestania spawania i oczekiwania, aż temperatura złącza spadnie.
- Termometry stykowe – ozn. CT. Praktyczna wskazówka: jak dla mnie najbardziej wiarygodne i dokładne obok termopar. Podczas kwalifikowania technologii spawania zawsze używam tego rodzaju miernika.
- Termopary – ozn. TE. Praktyczna wskazówka: używane podczas pomiaru temperatury jednocześnie wraz z zastosowaniem wyżarzarek oporowych lub indukcyjnych. Bardzo dokładne w pomiarze, ale wymagają oczywiście podłączenia do urządzenia pomiarowego t.j. miernika wbudowanego w źródło prądu.
- Przyrządy optyczne lub elektryczne do bezstykowego pomiaru temperatury – ozn. TB. Praktyczna wskazówka: tak zwane pirometry to najwygodniejsze środki do pomiaru temperatury podczas spawania, ale jak dla mnie najmniej dokładne i nie ufam tym urządzeniom. Dokładność pomiaru zależy od takich czynników jak odległość miernika od mierzonej powierzchni, czy jej emisyjność. Emisyjność z kolei zależy od tego czy powierzchnia materiału bardziej lub mniej odbija promienie podczerwieni.
Walidacja sprzętu do pomiaru temperatury podczas spawania
Sprzęt do pomiaru temperatury podczas procesów spawalniczych podlega kalibracji i walidacji zgodnie z wymaganiami przedstawionymi w normie EN ISO 17662:

Jak często prowadzić walidację wyposażenia pomiarowego?
Tutaj również przytoczę fragment swojego kursu dotyczącego wymagań normy EN ISO 3834:

Jak czytać WPS? – praktyczne wskazówki
Wiesz już jak i czym wykonać pomiar. Teraz wyjaśnię Ci, jakie warunki brzegowe przyjąć dla mierzonych wartości temperatury odnosząc się do przykładowej instrukcji technologicznej spawania. Poniżej typowy WPS sporządzony wg normy EN ISO 15609-1 dotyczący spawania stali 13CrMo4-5 metodą kombinowaną 141/111. W czerwonych chmurkach zaznaczyłem pola, które dotyczą pomiaru temperatur podczas procesu spawania, a poniżej zdjęcia wyjaśniam w jaki sposób to intepretować.

Uwaga 1: W tym konkretnym przypadku masz do czynienia z przygotowaniem elektrod otulonych do spawania, które należy wygrzać przed spawaniem. Parametry wygrzewania elektrod ustala ich producent i zazwyczaj są one podane na opakowaniu. Wg WPS elektrody przed spawaniem należy wygrzać w temp. 350 st. C przez 2 godziny. 350 st. C to temperatura utrzymania, a 2 godziny to czas utrzymania.
Uwaga 2: Przed rozpoczęciem jakiejkolwiek operacji spawalniczej złącze należy podgrzać do temperatury minimum 180 st. C. Dotyczy to również sczepiania. Ta temperatura to z kolei nie tylko temperatura podgrzania, ale także temperatura utrzymania w razie, gdyby spawacz przerwał pracę w trakcie wykonywania złącza. Będzie to również minimalna temperatura międzyściegowa – gdyby złącze zaczęło się ochładzać poniżej tej temperatury natychmiast trzeba je podgrzać.
Uwaga 3: Maksymalna temperatura międzyściegowa to 300 st. C. Mierzysz ją bezpośrednio przed wykonaniem kolejnego ściegu. Gdyby ta wartość była wyższa przed zamiarem wykonania kolejnego ściegu musisz odczekać, aż spadnie ona poniżej tego maksymalnego pułapu.
Uwaga 4: Na koniec po spawaniu przed ochłodzeniem złącza do temperatury pokojowej w technologii rozpisano również wygrzewanie po spawaniu, w celu odwodorowania spoiny. Temperatura utrzymania to 350 st. C, a czas utrzymania 2 godziny.
Podsumowanie
Personel spawalniczy jest zobowiązany do przestrzegania technologii spawania podczas wykonywania złącza. Oprócz przestrzegania odpowiedniej energii liniowej spawania niezwykle ważnym zagadnieniem jest również przestrzeganie rygoru temperatury podczas spawania zgodnie z kwalifikowaną technologią spawania. Temperatura podgrzania, temperatura utrzymania i temperatura międzyściegowa – oprócz znajomości tych pojęć ważne jest abyś zrozumiał/a, jak właściwie wykonać pomiar tych wartości, aby wyniki były miarodajne. Tylko wtedy będziesz mieć pewność, że złącze spawane ma odpowiednie właściwości mechaniczne i nie dojdzie do jego uszkodzenia w trakcie eksploatacji.
P.S. Choć właściwa treść normy EN ISO 13916 to raptem 3 strony, dokładne wyjaśnienie i dopowiedzenie pewnych kwestii zajęło mi 7 stron formatu A4. Żeby dokładnie opisać wszystkie zagadnienia związane z niby prostą i oczywistą czynnością jaką jest pomiar temperatury podczas spawania, musiałem sięgnąć jeszcze do innych norm t.j. ISO 17662, ISO 17663, własnych technologii spawania i własnego doświadczenia. To jeszcze bardziej utwierdziło mnie w przekonaniu, że spawalnictwo to bardzo złożona dziedzina i wymaga bardzo dużej wiedzy i ciągłego kształcenia. Starałem się napisać ten artykuł w taki sposób, żeby stanowił swego rodzaju instrukcję do stosowania w praktyce i mam nadzieję, że Tobie ułatwi pracę.
Jeżeli masz jakieś pytania, potrzebujesz pomocy w tych tematach napisz do mnie na akademia@nova-cert.pl lub zadzwoń na nr 691 197 913
Atest materiałowy. Z tym terminem spotkał się każdy, kto ma do czynienia z produkcją wyrobów z metalu. Nie wszyscy jednak wiedzą, że są różne rodzaje „atestów materiałowych”, fachowo określanych dokumentami kontroli, które opisuje norma EN 10204. Z tego artykułu dowiesz się:
- Jakie są rodzaje dokumentów kontroli materiałów?
- Jak odczytać atest materiałowy?
- Jakich dokumentów kontroli powinniśmy oczekiwać od dostawców materiałów?
Jakie są rodzaje dokumentów kontroli materiałów
Choć sama norma EN 10204 w tytule ma odniesienie do wyrobów metalowych, już na wstępie możemy w niej przeczytać, że dokument ten można stosować do wyrobów niemetalowych. Jeżeli produkujesz stalowe konstrukcje budowlane wg EN 1090, to zapewne spotkałeś się z tymi rodzajami dokumentów, chociażby dla farb i lakierów stosowanych do zabezpieczenia antykorozyjnego konstrukcji. Wracając do tematu, jakie są rodzaje dokumentów kontroli materiałów? Otóż norma definiuje 2 typy dokumentów kontroli:
- Dokumenty kontroli oparte na kontroli wewnętrznej. Kontrola wewnętrzna wg definicji to kontrola przeprowadzana przez wytwórcę według własnych procedur w celu oceny, czy wyroby określone tą samą specyfikacją wyrobu i wykonane według tego samego procesu wytwarzania spełniają wymagania podane w zamówieniu. W tej grupie rozróżnić można 2 rodzaje dokumentów kontroli:
- Rodzaj 2.1 – inaczej Deklaracja zgodności z zamówieniem. Jest to najprostsza forma deklaracji właściwości wyrobu. Producent po prostu deklaruje zgodność wykonania z zamówieniem, ale nie przytacza żadnych wyników badań z kontroli wewnętrznej.
- Rodzaj 2.2 – inaczej Atest. Producent deklaruje zgodność wykonania z zamówieniem, jednocześnie przytacza wyniki badań z ogólnej kontroli wewnętrznej.
- Dokumenty kontroli oparte na kontroli odbiorczej. Kontrola odbiorcza to wg definicji kontrola przeprowadzana przed wysyłką, wg specyfikacji wyrobu, na wyrobach mających stanowić dostawę lub na partiach wyrobów, w których część ma stanowić dostawę, w celu sprawdzenia, czy te wyroby spełniają wymagania podane w zamówieniu. W tej grupie również można rozróżnić 2 rodzaje dokumentów kontroli:
- Rodzaj 3.1 – inaczej Świadectwo odbioru 3.1. Producent potwierdza zgodność wyrobu z zamówieniem i podaje wyniki badań z kontroli odbiorczej, z tym że świadectwo musi potwierdzić upoważniony przedstawiciel kontroli wytwórcy, niezależny od wydziału produkcyjnego.
- Rodzaj 3.2 – inaczej Świadectwo odbioru 3.2. Producent potwierdza zgodność wyrobu z zamówieniem i podaje wyniki badań z kontroli odbiorczej, ale samo świadectwo może być wydane tylko jeżeli zostanie potwierdzone przez:
- Upoważnionego przedstawiciela kontroli wytwórcy, niezależnego od wydziału produkcyjnego i
- Upoważnionego przedstawiciela kontroli zamawiającego (odbiór drugiej strony) lub
- Inspektora kontroli określonego w przepisach urzędowych (np. dyrektywa ciśnieniowa 2014/68/EU) – odbiór trzeciej strony.
Kontrola wewnętrzna a kontrola odbiorcza – czym to się różni?
W podsumowaniu pierwszej części artykułu chciałbym podkreślić, że kontrola wewnętrzna w rozumieniu tej definicji opiera się na zarządzaniu jakością produkcji, a nie na szczegółowej kontroli każdego wyprodukowanego wyrobu. Nie wymaga także udziału niezależnej od produkcji kontroli jakości. Wyroby poddane kontroli wewnętrznej, jak sama norma mówi niekoniecznie muszą pochodzić z partii stanowiącej dostawę. W przeciwieństwie do kontroli odbiorczej, gdzie próbki do badań muszą pochodzić stricte z partii wysyłanej do klienta. Co więcej, kontrolę odbiorczą muszą wykonać niezależni od produkcji kontrolerzy, a w przypadku odbioru rodzaju 3.2 potrzebny jest przedstawiciel kontroli drugiej lub trzeciej strony. Żeby lepiej zobrazować sobie różnicę pomiędzy tymi dokumentami, pobierz naszą infografikę:
Jak odczytywać atesty materiałowe?
Z mojego doświadczenia wiem, że odczytywanie atestów materiałowych sprawia problemy wielu osobom, ze względu na to, że każdy producent stosuje swój układ dokumentu. Zatem pokrótce wyjaśnię, w jaki sposób sprawnie odczytać każdy dokument kontroli.
Norma EN 10204 mówi o dokumentach kontroli wyrobu, ale nie zawiera szczegółowych informacji o tym, co powinno znaleźć się na ateście materiałowym. Norma ta daje natomiast pewne podpowiedzi w tej kwestii. Chociażby odniesienie do normy EN 10168 w przypadku wyrobów ze stali. W tej normie określono informacje, jakie należy podawać w dokumentach kontroli wyrobów stalowych, wraz z krótkim ich opisem. Nie będę szeroko opisywał treści zawartych w normie EN 10168, gdyż wymagałoby to osobnego artykułu. Pokażę jedynie przykład atestu 2.2 i pokrótce wyjaśnię jak go odczytać.
Przede wszystkim odbiór wyrobu należy przeprowadzić w oparciu o normę wyrobu. Na załączonym przykładzie masz podaną normę EN 10219-1. Już sam jej tytuł mówi, że w tym przypadku masz do czynienia z kształtownikami zamkniętymi ze szwem wykonanymi na zimno ze stali konstrukcyjnych niestopowych i drobnoziarnistych. W poszczególnych polach podkreśliłem na czerwono symbole kolejnych bloków informacji. Na poniższym przykładzie są to symbole zaczynające się od liter A, B, C z przyporządkowanym kolejnym numerem.

Teraz za pomocą normy EN 10168 mogę zidentyfikować jakiego typu są tą informacje:

Kolejne tablice normy EN 10168 szczegółowo opisują, że polu o oznaczeniu A07 powinna znaleźć się informacja o numerze zamówienia klienta. Jeżeli porównasz sobie informacje z atestu z normą EN 10168 łatwiej będzie Ci odczytać informacje zawarte na ateście, a po odczytaniu kilkudziesięciu dokumentów wystarczy jeden rzut oka i zdołasz wyłapać wszystkie potrzebne informacje.
Jakich dokumentów kontroli powinniśmy oczekiwać od dostawców materiałów?
Jeżeli jesteś producentem urządzeń ciśnieniowych podlegających ocenie wg dyrektywy ciśnieniowej, lub producentem metalowych wyrobów konstrukcyjnych, podlegających ocenie wg normy EN 1090-1 to musisz zawsze egzekwować od swoich dostawców materiałów odpowiednich dokumentów kontroli. Pytanie tylko jakich konkretnie dokumentów kontroli masz oczekiwać?
Zacznę od dyrektywy ciśnieniowej 2014/68/EU. Norma EN 10204 jest zharmonizowana z tą dyrektywą i zawiera załącznik ZA. Określa on dokumenty kontroli dla poszczególnych materiałów użytych do budowy urządzenia ciśnieniowego:

Jeśli natomiast chodzi o konstrukcyjne wyroby metalowe ze stali, to w Tablicy 1 normy EN 1090-2 znajdziesz informację o koniecznych dokumentach kontroli dla materiałów użytych w konstrukcji.

Pamiętaj, że jeżeli zamawiasz materiały do produkcji certyfikowanych wyrobów to zwróć uwagę na to, żeby w swoim zamówieniu uwzględnić odpowiedni dokument kontroli. Jeżeli nie załączysz odpowiednich atestów do dokumentacji powykonawczej wyrobu, może się okazać, że klient nie odbierze zamówienia, dopóki nie udowodnisz, że dany materiał spełnia wymagania!
Wymagaj atestów od swoich poddostawców
Istnieją 4 dokumenty kontroli wyrobów metalowych, które potwierdzają zgodność wyrobów metalowych ze specyfikacją zamówienia. Dokumenty rodzaju 2.1 i 2.2 oparte są na uproszczonej kontroli wewnętrznej wg wewnętrznych procedur producenta. Dokumenty rodzaju 3.1 i 3.2 wymagają bardziej złożonej kontroli odbiorczej, a za jej przeprowadzenie są odpowiedzialni niezależni od wydziałów produkcyjnych kontrolerzy. Producenci certyfikowanych wyrobów spawanych powinni bezwzględnie egzekwować od swoich poddostawców materiałów odpowiednie dokumenty kontroli, które wymagane są przez przedmiotowe normy wyrobu takie jak choćby norma EN 1090-2.
Na koniec jeszcze wspomnę, że norma EN 10204 może Ci przyjść z pomocą, jeżeli jesteś producentem spawanych wyrobów metalowych, które nie są objęte żadną zharmonizowaną normą wyrobu, wymagającej wystawienia odpowiedniej deklaracji zgodności. Jeżeli nie wiesz, jak zadeklarować właściwości swojego wyrobu, możesz to zrobić wystawiając odpowiedni dokument kontroli wg EN 10204. Tak robią, chociażby producenci metalowych wyrobów spawanych, wykonanych wg normy PN-EN 15085.
Nikt jako dziecko nie chce zostać spawalnikiem. Jak mówię czym się zajmuję, wiele osób pyta: „To jest w ogóle taki zawód?”. Poznaj moją historię!
Studia
Po liceum nie poszedłem od razu na studia. Zrobiłem sobie rok przerwy, żeby poprawić maturę (ale w końcu nie było takiej potrzeby) i zastanowić się nad tym co dalej. Choć powiedzmy sobie szczerze… kto w tym wieku wie, co chce robić w życiu? Na pewno nie ja! Dlatego, jak już przyszło do wyboru kierunku studiów, poszedłem tam, gdzie mój kuzyn: na inżynierię materiałową na Akademię Górniczo-Hutniczą w Krakowie.
Czy wiedziałem kim będę po studiach? Nie za bardzo… Ale wtedy nie to miało największe znaczenie. Atmosfera miasteczka studenckiego, życie towarzyskie – to na tym skupiłam się przez kolejne lata studiów. Żeby nie było – oceny miałem na tyle dobre, żeby otrzymywać stypendium naukowe ?. Wtedy też poczułem, że ten kierunek studiów naprawdę mi odpowiada i nauka przedmiotów z nim związanych przychodziła mi z łatwością.
Pracę magisterską pisałem o zużyciu stopów narzędziowych na osnowie niklu. Temat niezwiązany w ogóle ze spawalnictwem.
Szukanie pomysłu na siebie
Po studiach wciąż do końca nie wiedziałem, co mogę robić z moim wykształceniem. Powiedzmy sobie szczerze: polski system edukacji nie jest nastawiony na wiedzę praktyczną. Studia nie są powiązane w żaden sposób z biznesem i firmami, które mogły później zatrudniać absolwentów danych kierunków.
Pierwszą rozmowę kwalifikacyjną miałem w międzynarodowej firmie związanej z lotnictwem. Niestety nie udało mi się dostać tej pracy, bo na rozmowie kwalifikacyjnej poległem na… rysunku technicznym i kiepsko mi poszła rozmowa w technicznym angielskim. Stąd później chciałem stworzyć kurs, który pomógłby takim osobom jak ja sprzed 10 lat. Na studiach rysunek techniczny jedynie liznąłem i szczerze mówiąc mało z niego pamiętałem.
Pierwsza praca
Na kolejną rozmowę poszedłem do jednej z dużych firm zajmujących się dostawą konstrukcji stalowych dla branży budowlanej. Na rozmowie pochwaliłem się (jak mi wcześniej polecono), że miałem zajęcia ze słynnym profesorem ze spawalnictwa i to chyba przekonało moich przyszłych pracodawców do zatrudnienia mnie. Tym profesorem był Edmund Tasak, a zajęcia z nim wspominam jako jedne z najlepszych w całym programie studiów.
Okazało się, że ich inżynier spawalnik jest niedostępny przez kilka kolejnych miesięcy, więc miałem przejąć jego obowiązki. Zostałem rzucony na głęboką wodę. Egzaminowanie spawaczy, kwalifikowanie technologii spawania, tworzenie WPSów, kwalifikowanie kandydatów do pracy na stanowisku spawacza – to tylko część obowiązków, które na mnie spadły.
Jak się domyślacie o większości rzeczy, które mi zlecono nie miałem pojęcia. Dlatego, uczyłem się wszystkiego na własną rękę. Wydrukowałem normy i uczyłem się ich po nocach. Pracowałem po kilkanaście godzin dziennie.
Na szczęście sprawdziłem się na tyle, że firma postanowiła mnie wysłać na szkolenie IWE. Miałem też szczęście, że trafiłem na fajnych ludzi w pracy, od których mogłem się wiele nauczyć i zawsze będę im za to wdzięczny.
Kurs IWE
Wprawdzie pracodawca sfinansował mi sam koszt studiów, ale już za zakwaterowanie, dojazd, wyżywienie na miejscu musiałem płacić sam. Do tego, studia (1 tydzień w miesiącu), robiłem będąc na bezpłatnym urlopie. Wtedy nie wiedziałem jeszcze jakie prawa pracownicze mi się należą. Zamiast narzekać, cieszyłem się, że dostałem taką szansę.
Jak wspominam kurs IWE? Byłem świeżo po studiach z głową napchaną wiedzą materiałoznawczą. Program kursu IWE to było głównie materiałoznawstwo, zatem szybko przyswajałem wiedzę. Szczerze mówiąc po 3 zjazdach (a było w sumie ich 10), już nic nowego się nie dowiedziałem. Ogólnie więc uważam, że poziom kursu IWE nie jest wysoki i nie przygotowuje do pracy na najwyższym poziomie. Najbardziej kurs IWE pomógł mi w rozwinięciu sieci kontaktów. Utrzymuję ciągły kontakt z kilkoma spawalnikami z tego samego kursu, a jeden z nich jest moim wspólnikiem w biznesie od 2014 r. po dziś dzień.
Własna działalność
Po 3 latach pracy na etacie postanowiłem założyć własną działalność gospodarczą. Zrobiłem szkolenie audytora wewnętrznego i zostałem audytorem drugiej strony. Czyli sprawdzałem podwykonawców dla inwestorów. Kupiłem auto i zacząłem jeździć po firmach. Od razu okazało się, ze muszę przejść na pół etatu, żeby móc dalej rozwijać siebie jako freelancer, a nieco później już własną spółkę. W 2017 roku całkowicie zrezygnowałem z etatu i poświeciłem się większości swojej firmie.
Spółka Nova Investa
Spółkę Nova Investa założyłem w 2015 roku razem z Pawłem, którego poznałem na kursie IWE i jego kolegą ze studiów – Jarkiem. Firma ma siedzibę w Olsztynie, ale świadczymy usługi niemal na całą Polskę. Czym się zajmujemy? Szeroko pojętym doradztwem w dziedzinie spawalnictwa, czyli:
- Nadzory i inspekcje spawalnicze
- Kwalifikowanie technologii spawania
- Wdrożenie i certyfikacja systemów zarządzania jakością w spawalnictwie
- Audyty u podwykonawców i inwestorski nadzór spawalniczy
- Egzaminowanie spawaczy
Coraz częściej współpracujemy z firmami na zasadzie abonamentu: za określony abonament miesięczny oferujemy pełną opieką spawalniczą w przedsiębiorstwie
W 2016 roku uruchomiliśmy laboratorium badań technicznych Nova Lab. W 2020 roku udało doposażyliśmy laboratorium w nowy sprzęt. Dzięki niemu, możemy robić badania niszczące (DT) i nieniszczące (NDT) spoin.
Inspektor wiodący w jednostce certyfikującej
W 2018 roku podjąłem nowe wyzwanie i zostałem inspektorem wiodącym jednostki certyfikującej SGS Polska. Praca tam zabiera mi jakieś pół etatu, ale świetnie uzupełnia inne usługi mojej spółki.
Akademia Nova Cert
Na każdym etapie mojej kariery musiałem dużo szkolić: czy to spawaczy czy personel spawalniczy. Miałem już dosyć powtarzania wszystkiego dziesiątki razy. Poza tym, kurs IWE podkreślę to jeszcze raz, wcale nie gwarantuje wiedzy przygotowującej do pracy w zawodzie. Chciałem stworzyć coś takiego, gdzie będę mógł się dzielić swoją wiedzą i doświadczeniem z innymi. Do tego zaczęła się pandemia, obroty firmy gwałtownie się zmniejszyły i pojawiło się trochę więcej czasu, żeby w końcu zrealizować projekt, o którym myślałam od dawna. Dzięki współpracy z moim kolegą ze studiów – Arturem Mydlarzem, twórcą szkolajakosci.pl, uruchomiliśmy projekt platformy ze szkoleniami dla branży spawalniczej pod nazwą Akademia Nova Cert.
Inżynier spawalnik w Twojej firmie
Potrzebujesz usług inżyniera spawalnika albo profesjonalnego nadzoru spawalniczego w Twojej firmie? Napisz do mnie na akademia@nova-cert.pl lub zadzwoń na nr 691 197 913
Czy spoiny na rysunkach technicznych zawsze będą oznaczane w ten sam sposób, niezależnie od tego czy rysunek został wykonany wg europejskich, czy amerykańskich standardów? Otóż jeśli chodzi o symbole spoin to na całym świecie są one takie same. Natomiast znaczące różnice występują w systemach oznaczania spoin na rysunkach. Pomyłka w złym odczytaniu oznaczenia spoiny może Cię kosztować naprawdę wiele. Z tego artykułu dowiesz się jak rozpoznawać systemy oznaczania spoin na rysunkach wg normy EN ISO 2553.
Budowa znaku odniesienia – czyli jak oznaczyć spoinę na rysunku

W najnowszym wydaniu normy EN ISO 2553 z 2019 roku opisano 2 systemy oznaczania spoin na rysunkach. System A, którym posługują się Europejczycy, oraz system B, którym posługują się kraje leżące nad Pacyfikiem tj. Stany Zjednoczone, Kanada, kraje dalekiego wschodu, Australia. Na powyższej ilustracji przedstawiłem fragment normy z porównaniem obydwu systemów. Co ważne obydwa znaki wskazują taką samą spoinę do wykonania, zatem łatwiej będzie Ci zauważyć różnice, a są one następujące:
- W systemie A (nazwijmy go europejskim) występuje linia kreskowa (6b), czego próżno szukać w systemie B (nazwijmy go amerykańskim).
- W systemie europejskim symbol spoiny (1) jak i inne szczegóły dotyczące jej wykonania tj. wymiar (4), i symbol uzupełniający (2) znajdują się nad półką linii odniesienia (6a), pod którą z kolei znajduje się linia kreskowa (6b). W systemie amerykańskim symbol spoiny i szczegóły jej wykonania znajdują pod półką linii odniesienia (6a).
- Mniej istotna informacja dla naszych rozważań. Za rozwidleniem (5) znajdują się informacje uzupełniające. W systemie europejskim występuje oznaczenie metody spawania wg ISO 4063 – 111, natomiast w amerykańskim SMAW, choć jest to ta sama metoda spawania.
Wykonując spoinę, która jest opisana poprzez powyższą ilustrację zarówno w systemie A, jak i w systemie B efekt będzie następujący:

W tej chwili możesz odczuć zdziwienie, bo zauważasz, że w systemie B spoiny oznacza się na odwrót. Ale najlepiej będzie to wytłumaczyć na konkretnym przykładzie.

Po której stronie detalu wykonać spoinę?
W tabeli 5 normy EN ISO 2553 zestawiono przykłady obydwu systemów oznaczeń. Jak widzisz na powyższej ilustracji 4 różne sposoby w oznaczaniu mają prowadzić do tego samego rezultatu. Musisz więc poznać 2 proste zasady jakimi się kierować, żeby właściwie odczytać, z której strony detalu wykonać spoinę. Są one następujące:
- W systemie A symbol spoiny umieszczony nad półką linii odniesienia oznacza, że spoinę należy wykonać od strony strzałki. Natomiast symbol spoiny umieszczony pod linią kreskową będzie oznaczał, że spoinę należy wykonać po stronie przeciwnej niż wskazuje strzałka.
- W systemie B symbol spoiny umieszczony pod półką linii odniesienia oznacza, że spoinę należy wykonać od strony strzałki. Natomiast symbol spoiny umieszczony nad półką linii odniesienia będzie oznaczał, że spoinę należy wykonać po stronie przeciwnej niż wskazuje strzałka.
Jak rozpoznać z jakim systemem oznaczeń mam do czynienia?
Odpowiedź na to pytanie znajdziesz również na rysunku. Szukaj jej w tabelce na dole po prawej stronie. Jeśli dobrze się przyjrzysz to powinieneś/powinnaś dojrzeć takie oto symbole, które będą wskazywały rodzaj zastosowanego rzutowania:

Źródło: https://solidmania.com/rzutowanie-europejskie-amerykanskie-solidworks-poznaj-roznice/
Kurs rysunku technicznego w spawalnictwie
Oznaczanie spoin na rysunkach przydaje się każdemu, kto swoją karierę wiążę z branżą spawalniczą: spawaczom, monterom, spawalnikom czy technologom. Nie wiesz jak czytać spoiny na rysunku technicznym?
Skorzystaj z naszego płatnego kursu online, który teraz jest akurat w promocji. Pod tym linkiem znajdziesz szczegóły oferty:
Dostałem na naszej grupie ostatnio takie pytanie:
Czy można przyjąć do realizacji (wystąpić jako podwykonawca konstrukcji EN 1090) bez wdrożonego u siebie systemu ZKP? Wystawienie DWU i znak CE po stronie zleceniodawcy? Jako zleceniodawca posiadam zakwalifikowaną technologię, certyfikaty spawaczy i personel NDT oraz nadzór IWE.
Odpowiedź tutaj jest jednoznaczna:
Nie będzie to zgodne z założeniami CPR i definicją zakładowej kontroli produkcji. Termin ZKP odnosi się do konkretnego zakładu produkcyjnego. Zgodnie z założeniami systemu 2+ żeby dany zakład produkcyjny mógł być objęty certyfikatem ZKP, musi się odbyć wstępna inspekcja tego zakładu przez jednostkę notyfikowaną. Żeby wszystko było zgodne z przepisami są 2 drogi. Pierwsza to podwykonawca wdraża i certyfikuje ZKP u siebie. Druga to wykonawca (w tym przypadku firma, która wprowadza wyrób do obrotu – czyli producent) obejmuje swoim certyfikatem podwykonawcę. Ale wiąże się to również ze wstępną inspekcją jednostki notyfikowanej u podwykonawcy, z tym że audyt zamawia wykonawca. Praktyka jest jednak inna niż jest wskazane w przepisach i podwykonawcy nie są wykazywani w procesie produkcji. Wykonawca na sam koniec wystawia DWU i CE, ale w takim przypadku on bierze na siebie odpowiedzialność (w szerokim rozumieniu tego słowa) za wyrób.

7,50 zł netto za kilogram. Jeszcze rok temu mniej więcej na tyle mogli liczyć producenci stalowych konstrukcji budowlanych za gotowy produkt. Obecnie nawet tyle trzeba zapłacić za kilogram stali konstrukcyjnej w postaci półproduktów (blach, kształtowników, rur itp.). Pozostają jeszcze koszty robocizny, energii elektrycznej potrzebnej w produkcji (swoją drogą też 2x droższej niż w tamtym roku), materiałów zużywalnych, materiałów spawalniczych i marża producenta. Zatem ile obecnie może kosztować wyprodukowanie kilograma konstrukcji stalowej? W tym artykule postaram się rozpatrzyć przyczyny skokowego wzrostu cen materiałów, oraz opisać jego skutki dla branży stalowych konstrukcji budowlanych.
Przyczyna nr 1 – spadek produkcji stali wywołany skutkami pandemii COVID-19
Konsumpcja stali w Polsce już przed pandemią była wyższa od tego co mogły dostarczyć na rynek rodzime huty. Niestety w trakcie pandemii zapotrzebowanie na stal nie spadło, ale jej produkcja już znacznie (niemal 12% spadek w 2020, względem roku 2019 [1]). Popyt na stal był duży, ale dzięki importowi z innych krajów UE na rynku było jej na tyle, żeby zaspokoić potrzeby wszystkich sektorów. Niestety ograniczenie mocy produkcyjnych hut w czasie pandemii spowodowało, że w innych krajach europejskich również spadła produkcja półfabrykatów stalowych. Zatem na zagranicznych rynkach również zaczęło jej brakować, a jeśli popyt przewyższa podaż wówczas ceny windują.
Przyczyna nr 2 – wzrost cen energii elektrycznej niezbędnej do produkcji stali i wymagania UE odnośnie ograniczania emisji gazów cieplarnianych
Nie tylko pandemia negatywnie wpłynęła negatywnie na produkcję stali w Europie. Bardzo zły wpływ na sytuację w hutnictwie ma sama polityka Unii Europejskiej. Przedsiębiorstwa w Polsce przez ostatni rok odczuły dobitnie podwyżki cen energii. To firmy głównie płacą za zaniedbania popełnione w polskiej energetyce na przestrzeni paru ostatnich dziesięcioleci, przez kolejnych ustawodawców. Polityka UE odchodzenia od węgla spowodowała, że musimy płacić krocie za emisję CO2, ponieważ w naszym kraju przez lata nie zrobiono niczego konkretnego, żeby podatnicy mieli zabezpieczone dostawy taniej i czystej energii, chociażby poprzez budowę elektrowni atomowej. W minionym dziesięcioleciu budowano nowe bloki węglowe w kilku elektrowniach, w całej Polsce. Ostatnio się okazało, że za działanie jednego z takich nowych bloków Polska będzie musiała dopłacać 5 mln euro dziennie, na rzecz Czech, jeśli oczywiście nasz rząd nie wynegocjuje lepszych warunków [4]. W najgorszym wypadku nową inwestycję, budowaną za miliardy złotych trzeba będzie zamknąć, co jeszcze bardziej odbije się na cenach energii elektrycznej w Polsce. Za co oczywiście zapłacą podatnicy. Patrząc na to z perspektywy producentów stali, przestaje mnie dziwić skokowy wzrost cen stali. Energia elektryczna jest niezbędna do zasilania pieców hutniczych. Płacąc więcej za energię elektryczną huty muszą podnosić cenę swoich wyrobów, bo w przeciwnym wypadku produkcja stała by się nie rentowna.
Jest jeszcze jedna kwestia związana z emisją CO2. Same huty również muszą ponosić koszty związane z emisją gazów cieplarnianych do atmosfery, zatem też muszą przystosować swoje linie produkcyjne do coraz bardziej restrykcyjnych przepisów środowiskowych. Każda taka inwestycja kosztuje, zatem musi się to przełożyć na wzrost ceny wyrobów stalowych.
Przyczyna nr 3 – Ograniczenie eksportu stali przez Chiny
Chiny są największym producentem stali na świecie, co dobitnie wizualizuje źródło [2]. Jak na dłoni widać, że Chiny produkują więcej stali niż reszta świata razem wzięta. Przez okres pandemii COVID-19 produkcja stali w Chinach wzrosła o 5%, a w innych krajach znacząco zmalała. Ograniczenie eksportu stali przez Chiny niekoniecznie wiąże się z chęcią wpłynięcia na ekonomiczną zagładę reszty świata. Tam zapotrzebowanie na stal również jest ogromne, a ceny na tamtejszych rynkach skoczyły niemal o 100% w ciągu roku, wg danych dostarczonych przez [3]. Zatem Chińczycy chronią rodzimy rynek ograniczając eksport do krajów, które musiały z kolei ograniczyć produkcję stali ze względu na pandemię. Import stali do UE z innych rynków (w tym z Chin) dodatkowo jest mocno ograniczony przez różnego rodzaju cła ochronne. Zatem Chiny nie będą teraz walczyć o to, żeby znaleźć wejście dla swoich wyrobów w Europie, skoro reszta świata (może oprócz Stanów Zjednoczonych) chętnie przyjmie ich wyroby bez biurokratycznych ograniczeń. Przez globalną sytuację na rynkach światowych Chiny mogą pozwolić sobie na ograniczenie eksportu, a dodatkowo jeszcze na podniesie cen. Wg mnie wyjdą na tym lepiej, niżby eksportowali tyle stali, co przed pandemią.
Przyczyna nr 4 – wzrost cen rudy żelaza na rynkach światowych
Produkcja stali spowolniła też z innej przyczyny. Mianowicie chodzi o problem z nabywaniem wsadu niezbędnego do produkcji stali. Większość hut stali w Polsce to huty, które przetapiają złom stalowy, którego ceny również wywindowały. Obecnie za złom ciężki na skupie można uzyskać nawet 1,50 zł za kg. Jest to niemal dwukrotna podwyżka względem poprzedniego roku. Nie tylko ceny złomu stalowego pną się w górę. Także ceny rudy żelaza wzrosły dwukrotnie w ciągu roku [1]. Jeśli rosną ceny surowców to i produkt, który z nich powstaje także musi być droższy.
Wzrost cen surowców, podwyżka cen energii i wymagania względem emisji CO2 spowodowały, że koncern ArcelorMittal podjął decyzję o zamknięciu wielkiego pieca hutniczego (wytapiającego surówkę z rudy żelaza) w Hucie Sendzimira, w Krakowie. Zatem produkcja stali z rudy żelaza w Polsce jest realizowana tylko w jednej hucie w Polsce – w Dąbrowie Górniczej. Zamknięcie tak dużej huty, jak huta Sendzimira spowodowało, że tej stali na rynku jest jeszcze mniej niż przed pandemią, a zatem jej ceny, siłą rzeczy muszą być wyższe.
Rosnące ceny stali – jak wpłyną na rynek?
Zastanawiam się jak rosnące ceny stali wpłyną na rynek stalowych konstrukcji budowlanych, gdzie jak wiadomo ceny są już mocno wyśrubowane. Na pewno odbije się to niekorzystnie na firmach, które na przykład pół roku wcześniej zakontraktowały wykonanie jakiejś konstrukcji, przyjmując do wyceny materiał w okolicach 3 zł/kg, natomiast teraz będą musiały wykonać tę konstrukcję kupując materiał po 5,50 zł/kg. Jeżeli wykonawcy nie wynegocjują nowych cen z inwestorami zapewne czeka nas fala bankructw. Wykonawcy też będą masowo rezygnować z wcześniej podpisanych kontraktów, jeżeli bardziej będzie im się opłacało ponieść kary umowne z tytułu odstąpienia od realizacji. Opóźni to na pewno realizację wielu inwestycji.
Problem jest globalny w skali świata i oddziaływuje nie tylko na branżę budownictwa. Z ograniczoną dostępnością do półproduktów stalowych musi się zmagać także przemysł maszynowy, automotive, producenci AGD i wielu innych. Sytuacja ta na pewno wpłynie na skokowy wzrost kosztów inwestycji. Obecnie planowanie i wycena inwestycji, z powiedzmy dwuletnim okresem realizacji to jak wróżenie z fusów. Jak wytwórcy mają się bronić przed rosnącymi cenami? Chyba tylko realizować produkcję, ale bez gwarancji stałej ceny na produkt. To by oznaczało, że zamawiający musieliby się godzić na cenę produktu nie przed złożeniem zamówienia, ale dopiero przy jego odbiorze. Pytanie czy rynek jest na to gotowy?
Czy kiedyś jeszcze wrócimy do normalności?
Na potrzeby tego artykułu odbyłem wiele rozmów z osobami związanymi, z branżą konstrukcji stalowych. Każdy z moich rozmówców jest przekonany, że ceny stali mogą obniżyć się w nieznaczny sposób, ale już nie wrócimy do czasów kiedy za stal konstrukcyjną płacono średnio 3 zł/kg netto. Faktem jest na pewno, że rosnące ceny stali w końcowym rozrachunku pokryją konsumenci, czyli my wszyscy, bo wskaźniki inflacji poszybują do góry.
Źródła:
[1] https://pzpb.com.pl/2021/03/10/pzpb-wzrost-cen-stali-i-jego-wplyw-na-sektor-budownictwa-opracowanie/ ; dostęp dnia 17.06.2021.
[2] https://elements.visualcapitalist.com/50-years-of-global-steel-production/ ; dostęp dnia 17.06.2021.
[3] https://www.mysteel.net/indices.html ; dostęp dnia 17.06.2021
[4] https://wiadomosci.gazeta.pl/wiadomosci/7,174372,27207409,turow-ostatnia-twierdza-ale-wszystko-wskazuje-na-bliski-koniec.html ; dostęp dnia 18.06.2021
Rozporządzenie o wyrobach budowlanych 305/2011 (CPR) wprowadziło nowe obowiązki dla producentów wyrobów budowlanych. Jednym z wymagań CPR jest konieczność wdrożenia przez producentów systemu Zakładowej Kontroli Produkcji (ZKP) wg zharmonizowanej specyfikacji technicznej. Producent, który chce wdrożyć ZKP powinien zacząć od mianowania osoby odpowiedzialnej za system – Pełnomocnika ds. Zakładowej Kontroli Produkcji. W tym artykule postaram się wyjaśnić jakie kompetencje powinna posiadać osoba pełniąca to stanowisko, na przykładzie normy EN 1090-1.
Kto jest odpowiedzialny za ustalenie kompetencji Pełnomocnika ds. ZKP?
Jak zwykle cała odpowiedzialność spada na producenta – czyli wytwórcę. To producent jest odpowiedzialny za wyznaczenie i mianowanie osób odpowiedzialnych za system ZKP. Zatem właściciel, czy zarząd danej firmy powinien też zdawać sobie sprawę z odpowiedzialności, jaka spada na osobę pełniącą rolę Pełnomocnika ds. ZKP. Najczęściej to Pełnomocnik w firmie sporządza deklarację właściwości użytkowych na koniec realizacji wyrobu. Za zadeklarowane właściwości wyrobu odpowiada producent, zatem musi on być pewny, że deklaracja jest wystawiona prawidłowo. Właściciele firm mają aż nadto obowiązków, żeby samemu sprawdzać, czy cała dokumentacja powykonawcza wyrobu jest zgodna z przepisami. Zatem łatwiej jest im wyznaczyć osobę Pełnomocnika, która będzie to robiła za nich. Tutaj zaczynają się schody – w jaki sposób jako właściciel firmy zweryfikujesz czy dana osoba nadaje się do tej roli, czy się nie nadaje? W dalszej części artykułu postaram się przynajmniej przybliżyć mój punkt widzenia co do kompetencji Pełnomocnika ds. ZKP, zaczynając od wykształcenia.
Jakie wykształcenie powinna posiadać osoba pełniąca rolę Pełnomocnika ds. ZKP?
Żaden przepis ani norma nie wskazuje, ani nie sugeruje poziomu wykształcenia takiej osoby. Na pewno wykształcenie wyższe techniczne, na kierunkach mechanika, inżynieria materiałowa czy zarządzanie i inżynieria produkcji mogą być solidnym atutem, lecz brak takiego wykształcenia nie skreśla szans do kariery Pełnomocnika ds. ZKP. Jeśli miałbym Ci doradzić, w jaki sposób znaleźć osobę kompetentną na to stanowisko, w pierwszej kolejności zacznij szukać wśród personelu swojej firmy. Dobry Pełnomocnik ds. ZKP to osoba, która przede wszystkim zna firmę „od środka”. Wie, jak funkcjonują procesy produkcyjne w firmie i ma pomysł na to, w jaki sposób doskonalić system zarządzania jakością. Zatem ponad wykształcenie kierunkowe, jako wymagania dla Pełnomocnika stawiałbym raczej chęć do samorozwoju, zdolność do nauki nowych rzeczy i przede wszystkim znajomość procesów produkcyjnych. Z obserwacji na audytach wiem, że najlepsi Pełnomocnicy ds. ZKP to osoby zatrudnieni wewnątrz firmy, z wieloletnim doświadczeniem przy produkcji, często wywodzący się z działów kontroli jakości.
Jak można zdobyć kompetencje Pełnomocnika ds. Zakładowej Kontroli Produkcji?
Jeśli już wybierzesz swojego kandydata do roli Pełnomocnika ds. ZKP w swojej firmie, pamiętaj jeszcze o tym, że osoba taka powinna zdobyć wiedzę na temat Zakładowej Kontroli Produkcji wg zharmonizowanej specyfikacji technicznej. Skąd bierze się taka konieczność? Wytłumaczę to przykładzie normy EN 1090-1 – zharmonizowanej specyfikacji technicznej dla producentów stalowych i aluminiowych elementów konstrukcyjnych.
W punkcie 6.3.2 normy EN 1090-1 pt. „Personel” przeczytasz:
Odpowiedzialność, zwierzchność i wzajemne relacje personelu zarządzającego wykonywaniem oraz sprawdzaniem prac mających wpływ na zgodność wyrobu, powinny być dokładnie określone. Dotyczy to w szczególności personelu, który powinien inicjować działania zapobiegające występowaniu niezgodności wyrobu lub działania naprawcze przy ich usuwaniu oraz, który powinien identyfikować i rejestrować wszystkie problemy zgodności.
System FPC powinien opisywać środki do zapewnienia, aby personel zaangażowany w działania mające wpływ na ocenę zgodności elementów miał odpowiednie kwalifikacje i był szkolony w zakresie elementów klasy wykonania egzekwowanej przez producenta.
Celowo podkreśliłem ostatnie zdanie, żebyś widział/a, że wyznaczenie kandydata na Pełnomocnika ds. ZKP to dopiero pierwszy krok. Kolejnym krokiem jest przeszkolenie kandydata – jak to norma mówi – w zakresie elementów klasy wykonania egzekwowanej przez producenta.
Takie szkolenia odbywają się w formie kursów stacjonarnych lub online, a organizują je najczęściej jednostki, które zajmują się jednocześnie certyfikacją systemów ZKP wg określonej zharmonizowanej specyfikacji technicznej. Ok, a czy po jednym odbytym szkoleniu można już się nazywać specjalistą w danej dziedzinie?
Na pewno nie, szczególnie w tak skomplikowanym obszarze, jakim jest rozporządzenie o wyrobach budowalnych 305/2011.
Dobry Pełnomocnik ds. ZKP nie spoczywa na laurach
Po odbytym szkoleniu ambitny kandydat na Pełnomocnika ds. ZKP powinien wiedzieć, że w jego pracy niezbędna będzie praktyka zawodowa i ciągłe doskonalenie poprzez udział w kolejnych szkoleniach, kursach, seminariach. Jednym z kolejnych kursów doszkalających dla Pełnomocnika ds. ZKP, powinien by, chociażby kurs audytora wewnętrznego systemu zarządzania jakością. Dlaczego akurat taki kurs? Aby doskonalić system zarządzania jakością niezbędne jest prowadzenie audytów wewnętrznych, w celu wychwycenia i usunięcia niezgodności. Dobry Pełnomocnik ds. ZKP powinien mieć wiedzę na temat technik audytowania, żeby doskonalić system ZKP poprzez prowadzenie skutecznych audytów wewnętrznych.
Miej także na uwadze to, że normy i przepisy często się zmieniają, wchodzą nowelizacje i wiedza się dezaktualizuje. Zatem odbycie jednego kursu z zakresu zakładowej kontroli produkcji nie czyni Pełnomocnikiem ds. ZKP na całe życie. Dobry Pełnomocnik musi być na bieżąco z wprowadzanymi zmianami.
Kurs online – Pełnomocnik ds. ZKP wg EN1090-1 – czyli bądź na bieżąco dzięki Akademii Nova Cert
To właśnie dzięki naszym kursom będziesz na bieżąco ze zmianami. Kupujesz raz – dostęp otrzymujesz na zawsze, także do aktualizacji kursu. Dodatkowo zyskujesz dostęp do zamkniętej grupy dyskusyjnej na Facebooku, gdzie możesz brać udział w spotkaniach na żywo ze mną – trenerem kursu – i zadawać pytania związane z tematem normy EN 1090-1. Ja jako trener również nie spoczywam na laurach i sam również staram się dokształcać w obszarze CPR i norm EN 1090, a następnie przekazywać tę wiedzę swoim kursantom.
Chcesz zostać Pełnomocnikiem ds. ZKP lub poszerzyć swoją wiedzę? Sprawdź naszą ofertę na kurs online, który możesz zrobić w każdej chwili:
W tym wpisie chciałbym przedstawić odpowiedź na jedno z najczęściej zadawanych mi pytań, w trakcie mojej kariery zawodowej. Czy książeczka spawacza uprawnia jej posiadacza do spawania? Czy potrzebny jest certyfikat spawacza aby móc spawać? Jak to zazwyczaj bywa z zagadnieniami poruszanymi w Akademii Nova Cert, odpowiedź nie jest taka oczywista jakby mogła się wydawać.
Zacznę od analizy zapisów normy EN ISO 3834-2. W rozdziale 7.2 tej normy znajdziesz informację o tym, że spawacze i operatorzy spawania powinni być kwalifikowani na podstawie odpowiedniego badania. Następnie norma ta odsyła nas do kolejnego arkusza EN ISO 3834-5, tablica 1. Są tam przywołane normy wg jakich powinni być kwalifikowani spawacze i operatorzy spawania.

Z powyższych zapisów wynika, że jedyną opcją dla potwierdzanie kompetencji dla spawacza lub operatora, jest posiadanie świadectwa kwalifikacyjnego wg z jednej norm przytoczonej w tabeli powyżej. W normach tych nie znajdziesz wzmianki o dokumencie zwanym Książeczka Spawacza. Większość norm wyrobu tj. EN 1090, EN 15085, EN 12732, EN 13445, EN 12952 nawiązuje do wymagań EN ISO 3834. Zatem spawacze wykonujący złącza spawane na wyrobach wg wyżej wymienionych norm muszą mieć świadectwa kwalifikacji/certyfikaty.
Po co więc, po większości kursach dla spawaczy wydawane są im książeczki lub książki spawacza? W naszym kraju oprócz norm spawalniczych obowiązuje jeszcze Rozporządzenie Ministerstwa Gospodarki z dnia 27 kwietnia 2000 r. w sprawie bezpieczeństwa i higieny pracy przy pracach spawalniczych (Dz.U. 2000 nr 40 poz. 470). W rozdziale 4, par. 27 znajdziesz informacje o tym, jakie dokumenty kwalifikacyjne powinny posiadać osoby wykonujące prace spawalnicze. Wg wspomnianego rozporządzenia są to
1) Zaświadczenie o ukończeniu szkolenia lub
2) Świadectwo egzaminu spawacza lub
3) Książka spawacza.

Ośrodki kształcenia spawaczy, po odbytym kursie wydają uczestnikom zazwyczaj wszystkie 3 dokumenty. Jest to oczywiście zgodne z postanowieniami rozporządzenia, które nie było nowelizowane od ponad 20 lat, kiedy to świadomość o normach spawalniczych była jeszcze znikoma wśród firm związanych z tą branżą.
Na koniec pozostaje pytanie – czy książeczka spawacza jest potrzebna, czy to tylko taki relikt przeszłości? Faktem jest na pewno, że książeczka spawacza nadal uprawnia do wykonywania prac spawalniczych jego posiadacza pod warunkiem, że nie są to certyfikowane wyroby, które wykonywane muszą być na podstawie wymagań EN ISO 3834. Zatem zakres stosowania książki spawacza będzie bardzo ograniczony (np. do wykonywania drobnych prac typu naprawa ogrodzenia). Moim zdaniem jednak to może być fajny dokument świadczący o przebiegu pracy spawacza – takie swojego rodzaju CV spawacza. W książce spawacza mogą znaleźć się informacje:
1) o odbytych kursach,
2) o egzaminach wg EN ISO 9606 czy EN ISO 14732,
3) o przeszkoleniu do wykonywania ręcznego cięcia tlenowego,
4) o firmach, w których dany spawacz pracował.
Zatem nie do końca jest to dokument bezużyteczny. Informacje tam zawarte będą pomocne przy ubieganiu się o pracę zarówno dla posiadacza dokumentu, jak i dla nadzoru spawalniczego, który rekrutuje (czytaj przeprowadza próbki) w danej firmie.
Niezwykle ciekawe pytanie, na które nie ma prostej odpowiedzi. Rozpocznę od tego, że nie ma czegoś takiego jak uprawnienia do bycia spawalnikiem. Dodam jeszcze, że nigdy takich uprawnień nie było i raczej w przyszłości nigdy nie będzie. Skąd zatem przekonanie, że tylko tytuł IWE/IWT/IWS/IWP lub IWI daje uprawnienia do bycia spawalnikiem?
Wymagania normy EN ISO 14731, jakie muszą spełnić osoby nadzorujące proces spawania
Norma EN ISO 14731 definiuje wymagania, jakie powinny spełnić osoby nadzorujące proces spawania. W wielkim skrócie mówiąc znajdziesz tam informacje, na czym powinien znać się spawalnik, aby pełnić rolę nadzoru spawalniczego. W pierwszym wydaniu tej normy z 2006 zdefiniowano 3 poziomy wiedzy technicznej dla nadzoru spawalniczego: pełny, specjalny i podstawowy. Zasugerowano też, w tym właśnie wydaniu normy, że do oceny wiedzy technicznej personelu nadzoru spawalniczego można zastosować wytyczne IIW (Międzynarodowego Instytutu Spawalnictwa).
Właśnie ten zapis spowodował daleko idące skutki w nadinterpretacji normy. Panuje przez to ogólne przeświadczenie, że:
a) spawalnik o pełnej wiedzy technicznej to musi być IWE;
b) personel o specjalnej wiedzy technicznej to przynajmniej IWT;
c) personel o podstawowej wiedzy technicznej to przynajmniej IWS/IWP.
Muszę Ci jednak wyjaśnić, że nigdy tak nie było i nie jest. To była jedynie sugestia, a nie wymóg!
Na całe szczęście twórcy normy EN ISO 14731 naprawili swój błąd w 2019. Nowelizacja z tego roku wprowadziła niemałe zmiany w ocenie personelu nadzoru spawalniczego. Po pierwsze usunięto zapis, który mówił o sugerowanym wykształceniu dla spawalników wg wytycznych IIW. Drugą istotną zmianą jest wprowadzenie terminu poziomu kompetencji personelu nadzoru spawalniczego, zamiast poziomu wiedzy technicznej.
Świetny artykuł ten temat napisała nasza ekspertka Paulina Grabowska-Lisowska, stąd odsyłam do jej bloga, bo sam bym lepiej tego nie wytłumaczył: IWE niepotrzebne? PN-EN ISO 14731:2019-05 – zadania nadzoru spawalniczego – zmiany i interpretacja
Wracając do naszych rozważań odniosę się również do artykułu Pauliny. Poziom kompetencji nadzoru spawalniczego w skrócie mówiąc to połączenie:
1) umiejętności twardych (np. wiedza zdobyta na studiach, na kursach, szkoleniach itp.);
2) doświadczenia zawodowego w zakresie spawalnictwa;
3) umiejętności miękkich, inaczej zwanych społecznymi – umiejętności, które są niezbędne pracy z zespołem ludzi (chociażby ze spawaczami).
Poziom kompetencji spawalnika podnosi się, wraz z podnoszeniem umiejętności zarówno twardych, miękkich jak i doświadczenia zawodowego jednocześnie, co wymaga dodatkowo zdolności przyswajania wiedzy. Zajrzyjmy jeszcze do nowego wydania normy EN ISO 14731. W rozdziale 6 znajdziesz taką oto informację: Zakres doświadczenia zawodowego i poziom kompetencji wymaganych dla nadzoru spawalniczego zależy od konsekwencji w przypadku awarii elementu spawanego. Czytamy dalej:Wytyczne dotyczące oceny pracowników zajmujących się nadzorem spawalniczym podano w załączniku A.
Czy inspektor IWI może prowadzić nadzór nad procesem wytwórczym, według wymagań normy EN 1090-2?
Odpowiedź brzmi: oczywiście, że może ale…
W tym miejscu zaczynają się schody bo decyzja ta, spada na wytwórcę, który musi też zwrócić uwagę na zapisy Tabeli 14 i 15 normy EN 1090-2:2018. Znajdziesz tam poziomy wiedzy technicznej jaką powinien cechować się nadzór spawalniczy w zależności od klasy wykonania, gatunków i zakresu grubości materiałów używanych w produkcji spawalniczej, w odniesieniu do normy EN ISO 14731.


Gdzie B, S, C kolejno oznacza wiedzę: podstawową, specjalną, pełną.
Znów pojawia się zgrzyt. W EN 1090-2:2018 jest przytoczony poziom wiedzy technicznej, a nie poziom kompetencji. Dlaczego? Z prostego powodu, mianowicie najnowsze wydanie EN 1090-2 jest z roku 2018, a termin poziom kompetencji pojawił się wraz z nowelizacją normy EN ISO 14731 w roku 2019. Co zatem powinniśmy przyjąć za pewnik? Moim zdaniem mianując osobę lub osoby odpowiedzialne za nadzór spawalniczy w firmie, lepiej operować na poziomach kompetencji.
Tytuły IWE/IWT/IWS/IWP/IWI mogą świadczyć jedynie o umiejętnościach twardych – czyli o zdobytej wiedzy technicznej. Brak tu potwierdzenia pozostałych dwóch czynników decydujących o poziomie kompetencji, czyli doświadczenie+umiejętności miękkie.
Zadaj sobie pytanie: czy głównym spawalnikiem na projekcie dotyczącym wykonania konstrukcji hali widowiskowej ze stali S460NL, w klasie wykonania EXC3 może być osoba, która świeżo ukończyła studia techniczne i kurs IWE, ale nie ma żadnego doświadczenia zawodowego? Z powyższych tabelek wynikałoby, że tak. Teraz drugie pytanie: czy jako wykonawca poświęciłbyś/poświęciłabyś taki projekt osobie, która jest świeżo po studiach i kursie IWE? Zostawię Tobie tę ocenę.
Jak widzisz wybór odpowiedniej osoby do nadzoru spawalniczego zależy od kontekstu. Zakres doświadczenia zawodowego kandydata na spawalnika, też musi się pokrywać z zakresem produkcji firmy, która zamierza zatrudnić taką osobę. Dlaczego? Wytłumaczę to na swoim przypadku. Sam ukończyłem studia na specjalności inżynieria stali i stopów specjalnych, następnie zrobiłem kurs IWE, zdobywając jednocześnie doświadczenie zawodowe w obszarze konstrukcji stalowych budowlanych i urządzeń ciśnieniowych. Mam doświadczenie w opracowywaniu technologii spawania materiałów z niemal każdej grupy od 1 do 10, wraz z obróbką cieplną, wg norm EN i ASME. Ale mimo tego wykształcenia i doświadczenia, nie podjąłbym w tym momencie nadzoru spawalniczego nad wykonaniem konstrukcji ze stopów aluminium lub rurociągów ze stopów miedzi. Uważam, że nie mam do tego odpowiednich kompetencji z punktu widzenia normy EN ISO 14731.
Na sam koniec artykułu odpowiem na tytułowe pytanie do końca. Inspektor IWI może prowadzić nadzór nad procesem wytwórczym, według wymagań normy EN 1090-2 jeśli oprócz odpowiedniego wykształcenia technicznego, posiada jeszcze doświadczenie w obszarze produkowanych przez wytwórcę wyrobów, a także potrafi zarządzać personelem, czyli zespołem ludzi, którzy mu podlegają.
W swojej pracy często słyszę od aspirujących spawaczy: „spawam migomatem”. Szczerze to nigdy nie mogłem zdzierżyć tego zdania, więc dzisiaj chętnie odpowiem na pytania co to jest MIG, a co to jest MAG? Wątek migomatu rozwinę na końcu wpisu 🙂.
Zacznę od rozwinięcia akronimu i definicji słów MIG/MAG:
MIG – Metal Inert Gas – spawanie łukowe elektrodą topliwą w osłonie gazu obojętnego.
MAG – Metal Active Gas – spawanie łukowe elektrodą topliwą w osłonie gazu aktywnego.
Jak widzisz na pierwszy rzut oka definicje te są prawie identyczne. Lecz słowo „prawie” w tym przypadku oznacza dużą różnicę. Celowo podkreśliłem ostatni człon dotyczący rodzaju zastosowanego gazu.
W metodzie MIG używamy gazu obojętnego, czyli takiego, który nie wywiera wpływu na ciekłe jeziorko metalu spoiny. Takim gazem obojętnym jest najczęściej argon (o oznaczeniu I1 wg EN ISO 14175) lub mieszanki argonu z helem. Metoda MIG jest najczęściej wykorzystywana do spawania stopów aluminium, ponieważ wymagają one dużej czystości metalurgicznej.
W metodzie MAG gazem osłonowym jest gaz aktywny, najczęściej dwutlenek węgla CO2 (C wg EN ISO 14175), mieszanka argonu z CO2 (np. M21 – ok. 80% Ar + 20% CO2), lub mieszanki trójskładnikowe Ar + CO2 + O2 (tlen). Wymienione tutaj gazy mają już wpływ na reakcje chemiczne z ciekłym jeziorkiem metalu spoiny, zatem są to gazy aktywne z punktu widzenia metalurgii spawania. Metody MAG wykorzystywane są do spawania stali, w tym stali nierdzewnej i stali duplex (niektórzy błędnie zakładają, że te stale spawamy MIGiem :/). W przypadku spawania stali wysokostopowych stosujemy mieszankę gazową na bazie argonu, ale z dodatkiem 2% CO2 (M12 wg EN ISO 14175). Ten niewielki dodatek CO2 sprawia, że klasyfikujemy to jako metodę MAG. Dokładny podział metod spawania MIG/MAG znajdziesz na naszej infografice.

Wracając do migomatu, co mnie w tym denerwuje najbardziej? Jeśli aspirujący spawacz przychodzi do mnie na próbki i mówi, że spawa „migomatem„, to już wiem, że z tego raczej nic nie będzie. Dlaczego? Ponieważ „migomat” to określenie, które krąży w samochodowych warsztatach blacharskich, gdzie podejście do spawania jest czysto amatorskie. Ktoś, kto używa słowa „migomat” raczej nigdy nie brał w żadnym porządnym kursie spawalniczym, gdzie tłumaczone są pojęcia MIG/MAG. Ale jak przychodzi spawacz i mówi, że spawa półautomatem wówczas zupełnie inaczej podchodzę do sprawy. Takie słownictwo wskazuje profesjonalne podejście do spawania. Podkreślam to, ponieważ lata doświadczenia przy egzaminowaniu spawaczy nauczyły mnie, że już sama rozmowa wstępna z kandydatem może wykazać, czy w ogóle jest sens wychodzić na spawalnię.