Blog

Wbrew pozorom, dobór odpowiednich zakresów do WPQR nie jest tylko domeną nadzoru spawalniczego. Myślę, że każdy związany z branżą spawalniczą powinien mieć wiedzę na ten temat. Jeżeli nie wiesz jak dokładnie dobrać zakresy do WPQR, ten artykuł jest dla Ciebie.
WPQR – dlaczego dobór odpowiednich zakresów jest tak ważny?
Otrzymujesz projekt do wyceny.
Pierwszą czynnością, jaką wykonujesz (świadomie lub nie) jest przegląd techniczny. Zaczynasz od sprawdzenia, z jakich materiałów ma być wykonana konstrukcja, jakie ma gabaryty, grubości, ewentualnie średnice. Następnie analizujesz, czy metody, którymi spawacze spawają w Twojej firmie są odpowiednie.
Taki podstawowy przegląd w rzeczywistości prowadzi wiele osób w firmie i nie jest ukierunkowany wyłącznie na inżyniera spawalnika. Analizę przeprowadza nawet sam właściciel (w mniejszych firmach), kierownik produkcji, czy kierownik projektu (w dużych organizacjach). Oczywiście zwykle pod kątem rentowności zlecenia. Niemniej ważne jest, aby poznać, zakresy wyżej wymienionych zmiennych – ja nazwałam je zmiennymi podstawowymi, ponieważ rzutują na uprawnienia Twojej firmy, a w konsekwencji na ewentualne koszty związane z kwalifikacją WPQR.
Jak widzisz, te informacje wbrew pozorom nie dotyczą tylko nadzoru spawalniczego, dlatego w poniższym artykule tłumaczę w jaki sposób dobrać podstawowe zakresy do WPQR.
WPQR – zmienne podstawowe
Na zakres kwalifikacji technologii spawania wpływa wiele zmiennych, jednak są takie, które w głównej mierze decydują o uprawnieniach i to je w pierwszej kolejności weryfikujemy. Są nimi:
- grupa materiałowa,
- grubość,
- średnica.
- metoda spawania.
Dlaczego akurat te zmienne?
Ba! Kolejność którą podałam nawet nie jest przypadkowa. Dlaczego?
Kiedy firma dowiaduje się o nowym projekcie, pierwszą pytanie jakie powinniście sobie zadać:
- Z jakiego materiału ma być wykonana konstrukcja (element, zbiornik, konstrukcja itp.)?
Tym prostym pytaniem jesteś w stanie zweryfikować, czy masz możliwości produkcyjne, czy aby materiał Cię nie zaskoczy i po wygranym projekcie, Twoja firma „nie pójdzie z torbami”. Może się nawet okazać, że już dysponujemy odpowiednią technologią. Każdy z nas wie, że jedne materiały są łatwo spawalne, przez co wdrożenie technologii (jeśli jej nie mamy) nie jest mocno ryzykowne. Inne z kolei dużo trudniej spawać, co jak pokazuje historia (patrz: Stocznia Szczecińska i spawanie dupleksu) może doprowadzić do , opóźnień w projekcie i reklamacji, a w konsekwencji nawet bankructwa firmy.
- Mając informację z jakiego materiału konstrukcja powinna być wykonana, sprawdź, czy grubości w projekcie obejmują jej zakres. Już na podstawie tych dwóch zmiennych jesteś często w stanie zaplanować proces produkcyjny.
- Jeśli jest to rura, to czy mieści się w zakresie średnic? Jeśli jest to blacha, masz o jeden punkt do sprawdzania mniej ?
- No i ostatni punkt tzw. „last but not least”, czyli metoda spawania (lub jak ktoś woli proces spawania). Dodałam tę informację na samym końcu, ponieważ dopiero znając powyższe dane, jesteś w stanie zaproponować odpowiednią metodę spawania. Przykład:
- mając materiał 1.4307 (8.1) o wymiarach ø18×2 (grubości t=2mm i średnicy ø18mm) – raczej użyjesz metody 141 niż 135, a już na pewno nie skorzystasz z 121.
- mając materiał P265GH (1.1) o wymiarach ø88,9×8 (grubości t=8mm i średnicy ø88,9mm) – nie będziesz całej próbki spawać metodą 141 (chyba, że projekt tak zakłada), ponieważ byłoby to bardzo czasochłonne. Częściej skorzystasz z opcji, że całą próbkę będziesz spawać metodą 135 lub wykonaniu przetop metodą 141, a wypełnienie 135.
- mając materiał S355J2+N (1.2) długa blacha o grubości 15mm – możesz zastosować już metodę 121, ponieważ bardzo przyspieszy Ci to proces. Możesz skorzysać teżz 135, 136.
To są oczywiście przykłady i każda firma może wykorzystywać własne „know how”.

Podstawowe zakresy przy kwalifikowaniu technologii spawania (WPQR)
1. Materiał
Aby zminimalizować ilość technologii spawania, materiały sklasyfikowano do grup materiałowych zgodnie z raportami technicznymi ISO/TR 15608,ISO/TR 20172, ISO/TR 20173, ISO/TR 20174.
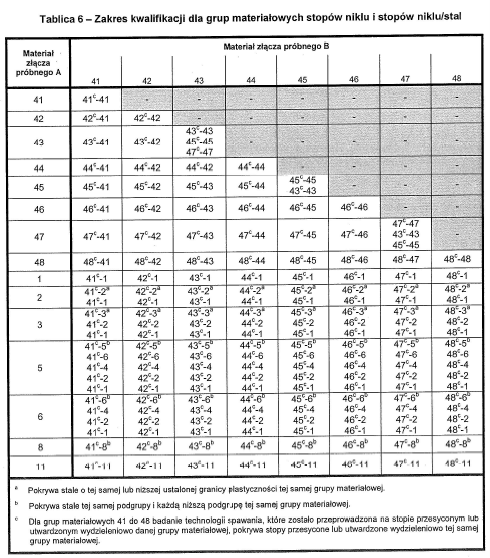
W punkcie normy 8.3.1 znajdzieszinformację dotyczącą zakresów grup materiałowych. Tablica 5 obrazuje Ci zakresy, jakie możesz uzyskać kwalifikując połączenia jednoimienne oraz wieloimienne w przypadku stali. Natomiast Tablica 6 dotyczy połączeń w przypadku niklu, stopów niklu i połączeń ich ze stalą.
W jaki sposób z Tablicy korzystać? Musisz wiedzieć do jakiej grupy materiałowej należą materiały, które ze sobą łączysz. Pierwszy materiał (A) podstawiasz do kolumny z grupami materiałowymi, następnie w pierwszym wierszu szukasz drugiej grupy materiałowej (B). W miejscu przecięcia się obu materiałów – otrzymujesz zakres kwalifikacji dla danych grup materiałowych.
Należy też zwrócić uwagę na przypisy poniżej normy.

W przypadku niklu i stopów niklu oraz połączeń ich ze stalą – sytuacja wygląda podobnie. Natomiast przepisy przynależą do określonych połączeń, a nie grup materiałowych jak w przypadku stali.
2. Grubość
Odniesienie do zakresów grubości znajdziesz w punkcie 8.3.2. Zależą one przede wszystkim od rodzaju złącza – czy jest to spoina czołowa BW – korzystamy z Tablicy 7, czy jest to spoina pachwinowa FW – Tablica 8.

Do określenia zakresów grubości spoin czołowych, musisz znać grubość materiału podstawowego. Jeśli spoina czołowa wykonywana jest z pełnym przetopem – grubość materiału jest równa grubości spoiny (s=t).
Natomiast, kiedy do kwalifikowania WPQR stosujesz metody łączone (kombinowane) – grubość materiału podstawowego jest stała (materiał nie zmienia „magicznie” swojej grubości przy spawaniu wieloma metodami J ), ale należy zmierzyć grubość (wysokość) stopiwa uzyskanego dla każdej metody.
Przykład: materiał podstawowy ma 12mm, pierwszy ścieg spawasz metodą 141 – grubość spoiny 3mm, wypełnienie spawasz metodą 135 – grubość spoiny 9mm, czyli t=12mm, s1=3mm, s2=9mm. Dla każdej z tych trzech wartości musisz określić zakres.

W przypadku spoin pachwinowych, zakresy kwalifikacji są szersze. Sprawdzasz grubość materiału podstawowego „t” oraz grubość spoiny pachwinowej „a”. Zwróć uwagę, że spawając wielościegowo nie masz ograniczeń, co do grubości spoin „a”, ogranicza Cię wtedy tylko grubość materiału podstawowego.

3. Średnica
Jeżeli kwalifikowana jest rura, konieczne jest dobranie odpowiedniej średnicy zgodnie z punktem 8.3.3 i tablicą 9. Zakres jest większy im mniejsza jest średnica rury. Dla wszystkich wartości sposób obliczania zakresu jest taki sam i wynosi od 0,5D (średnicy zewnętrznej rury) do nieskończoności.

Kwalifikując technologię spawania na blachach również otrzymujesz zakres do spawania rur:
- D >500mm (wszystkie pozycje spawania)
- D >150mm (dla pozycji PC, PF z obracaniem, PA z obracaniem)
4. Metoda spawania
Informacje dotyczące procesów (metod) spawania znajdziesz w punkcie 8.4.1. Kwalifikacja obejmuje tylko te procesy, które są stosowane w badaniu technologii spawania. W przypadku automatyzacji, każdy stopień wymaga osobnej kwalifikacji (ręczne, częściowo zmechanizowane, zmechanizowane, automatyczne). Pamiętaj, że jest to bardzo ważna informacja w WPS.
Jeśli interesuje Cię temat kwalifikowania technologii spawania WPQR przeczytaj moje wcześniejsze artykuły:
Od czego zacząć kwalifikację WPQR?
Energia liniowa, a ilość wprowadzonego ciepła
Oznaczenia materiałów dodatkowych
Typy spoin i skąd wziąć rysunki przygotowania złączy oraz spoin?–
Kurs WPQR – Kwalifikowanie technologii spawania dla każdego
Ok, przedstawiłam Ci tu tablice, ale Ty nadal nie wiesz, jak z nich korzystać i nie wiesz, w jaki sposób określić zakres kwalifikacji. Nie ma problemu! Przygotowałam dla Ciebie specjalny kurs: WPQR – kwalifikowanie technologii spawania dla każdego, w którym krok po kroku przeprowadzam Cię przez proces kwalifikowania technologii spawania. Na stronie kursu możesz już zobaczyć jak wygląda struktura i forma szkolenia.

